Eine benutzerfreundliche, integrierte laserbasierte Bewegungssteuerungslösung für Maschinen-OEMs
Wenn ein Konstrukteur von Präzisionsmaschinen ein neues Projekt plant, muss er die Leistung, die Kosten für die Herstellung und Wartung des Systems und die Benutzerfreundlichkeit berücksichtigen. Ein benutzerfreundliches Bewegungssteuerungssystem hat den Vorteil, dass die Entwicklungskosten gesenkt und die Markteinführungszeit minimiert werden. Vor diesem Hintergrund haben wir das Polaris Motion Control-System entwickelt, um eine einfache Installation zu gewährleisten, ohne die Konfigurierbarkeit und hohe Leistung zu beeinträchtigen.
Wir haben ein Ökosystem aus leistungsstarker Hardware und funktionsreicher Software geschaffen. Dieses Ökosystem ermöglicht es Ihnen, Ihre bevorzugten Servomotoren, Encoder und andere Peripheriegeräte in ein endgültiges Werkzeugmaschinenprodukt mit intelligenten Bewegungssteuerungsfunktionen zu integrieren. Neben der einfachen Maschinenkonfiguration lassen sich erweiterte Bearbeitungsvorgänge mit Polaris CAD/CAM einfach implementieren.
Einrichten und Verwenden eines Polaris-Bewegungssteuerungssystems
Verkabelung Ihres Polaris UniverseOne™-Steuerungssystems
Die Konfiguration des Mercury™-Netzwerks ist eine einfache Aufgabe. Durch Auto-Enumeration und Auto-Konfiguration werden die Geräte beim Start automatisch identifiziert und konfiguriert.
Einfache Konfiguration und Abstimmung mit MotionTools
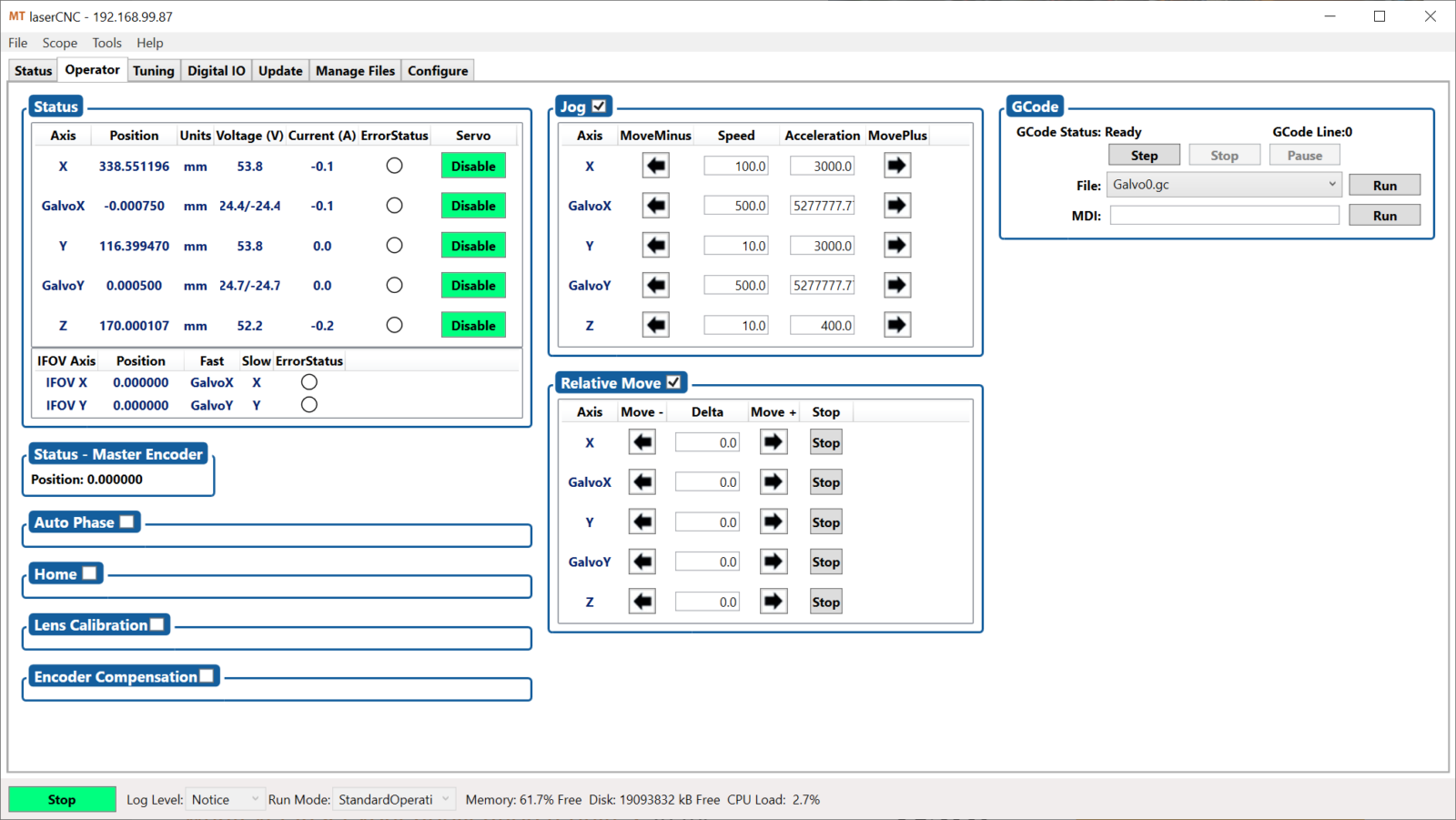
Nachdem das Netzwerk und die Elektrik verkabelt sind, wechseln Sie zu MotionTools, unserer Desktop-Anwendung, mit der Sie eine Schnittstelle zu Ihrem Polaris-Controller, Laufwerken und anderen Geräten im Netzwerk herstellen können. In MotionTools finden Sie leistungsstarke grafische Tuning-Dienstprogramme, ein voll funktionsfähiges Echtzeit-Oszilloskop und benutzerfreundliche Assistenten, mit denen Sie Laser in Ihre Mehrachsenmaschine integrieren können.

MotionTools ist sehr logisch aufgebaut und die Serverprogrammierung für einen Softwareentwickler leicht verständlich.
Luis Garcia
Leiter des Softwareentwicklungsteams
Mundt & Associates, Inc.
Entdecken Sie unser Advanced Laser Triggering Toolkit
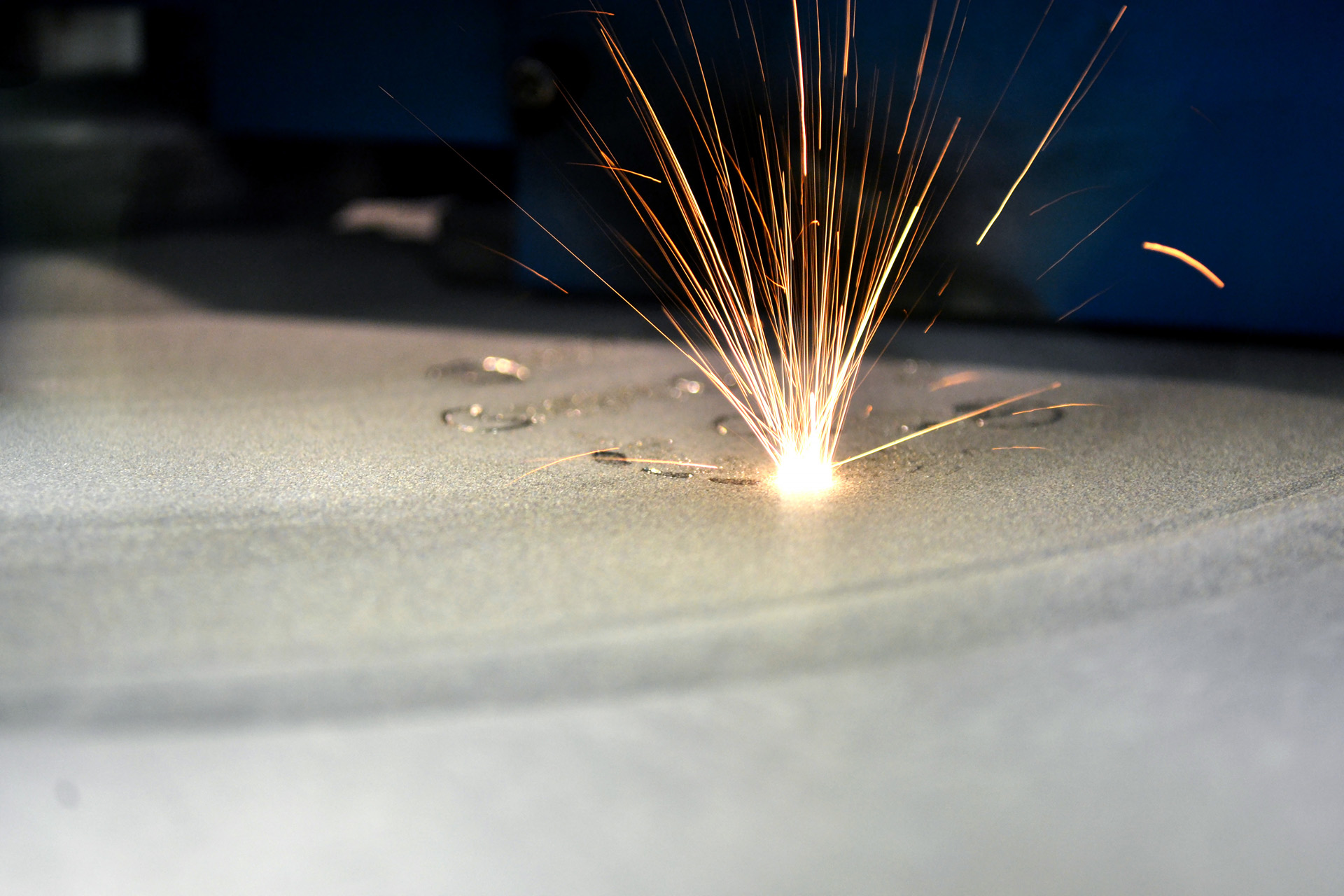
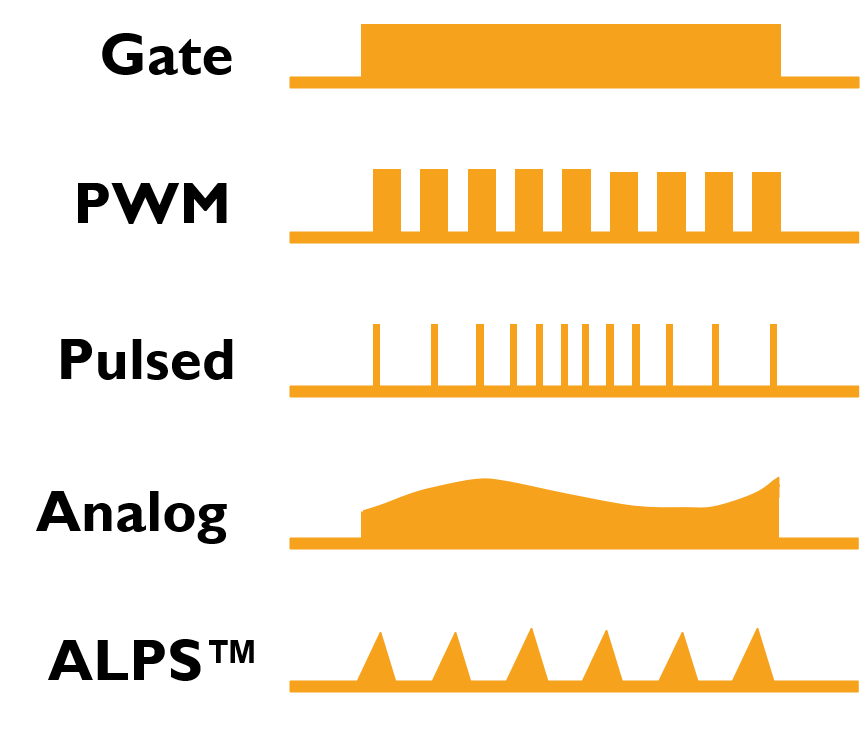
In den Jahren, in denen wir unseren Kunden zugehört und ihr Feedback ernst genommen haben, Wir haben ein umfangreiches Toolkit zur Steuerung aller Laser erstellt, die Ihre Anwendung benötigt. Im Auslöse-Toolkit von Polaris Motion gibt es fünf Hauptmodi der Laserauslösung (Abbildung 3). Wir haben Optionen für gepulste und kontinuierliche Laser (CW), einschließlich unseres proprietären Arbitrary Laser Pulse Shaping (ALPS™)-Modus. Sollten Sie eine Anwendung haben, die zwei oder mehr Laserquellen in einem einzigen Vorgang erfordert, unterstützt unser Toolkit Multi-Laser-Triggerung. Alle diese Modi lassen sich einfach implementieren und anpassen. Darüber hinaus sind mehrere automatische Lasersteuerungsfunktionen verfügbar. Dazu gehören Auto-Frequenz- und Auto-Duty-Cycle-PWM-Triggermodi, die sensible Vorgänge wie Schweißen wiederholbar und von hoher Qualität machen, jedes Mal ohne Rätselraten.
Ersetzen Sie Skywriting durch Fixed-Pitch-Triggering, um die Teileverarbeitungszeit zu beschleunigen
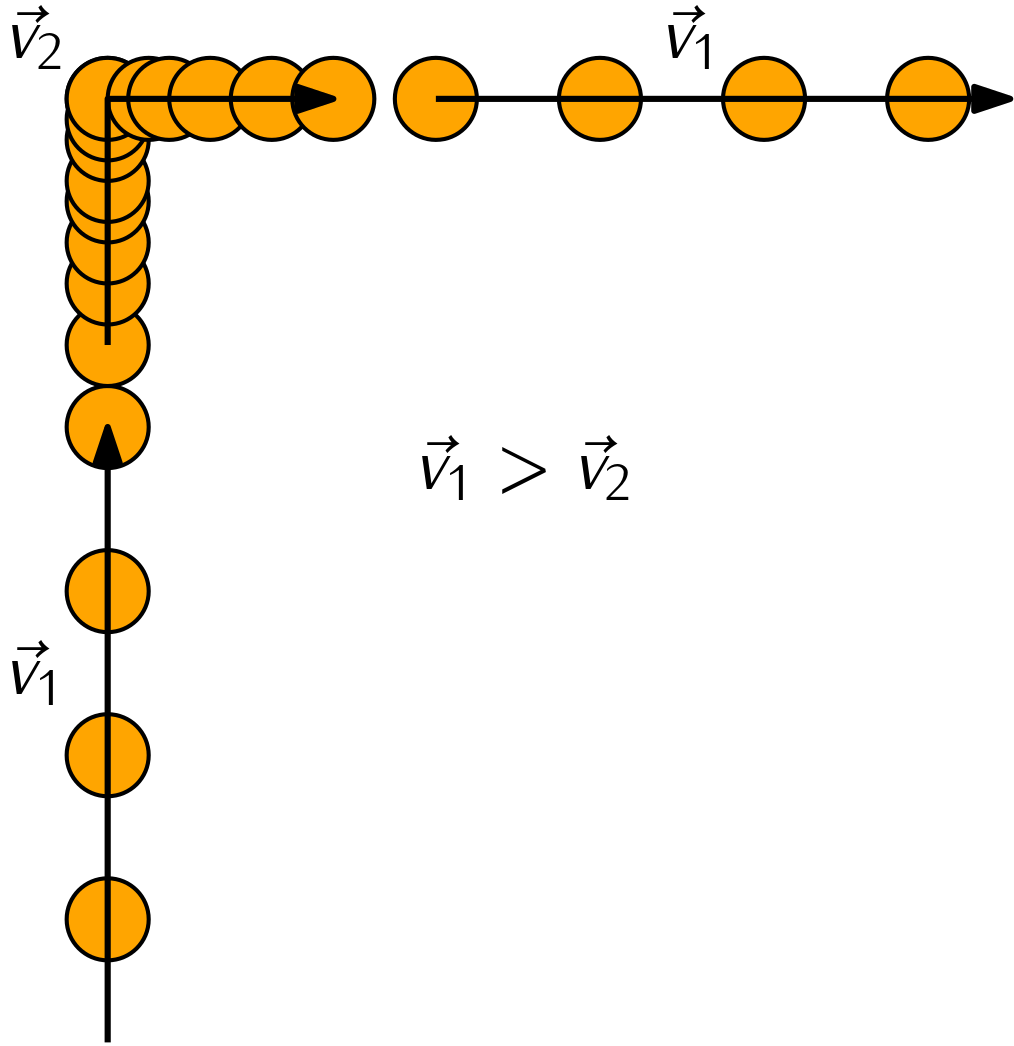
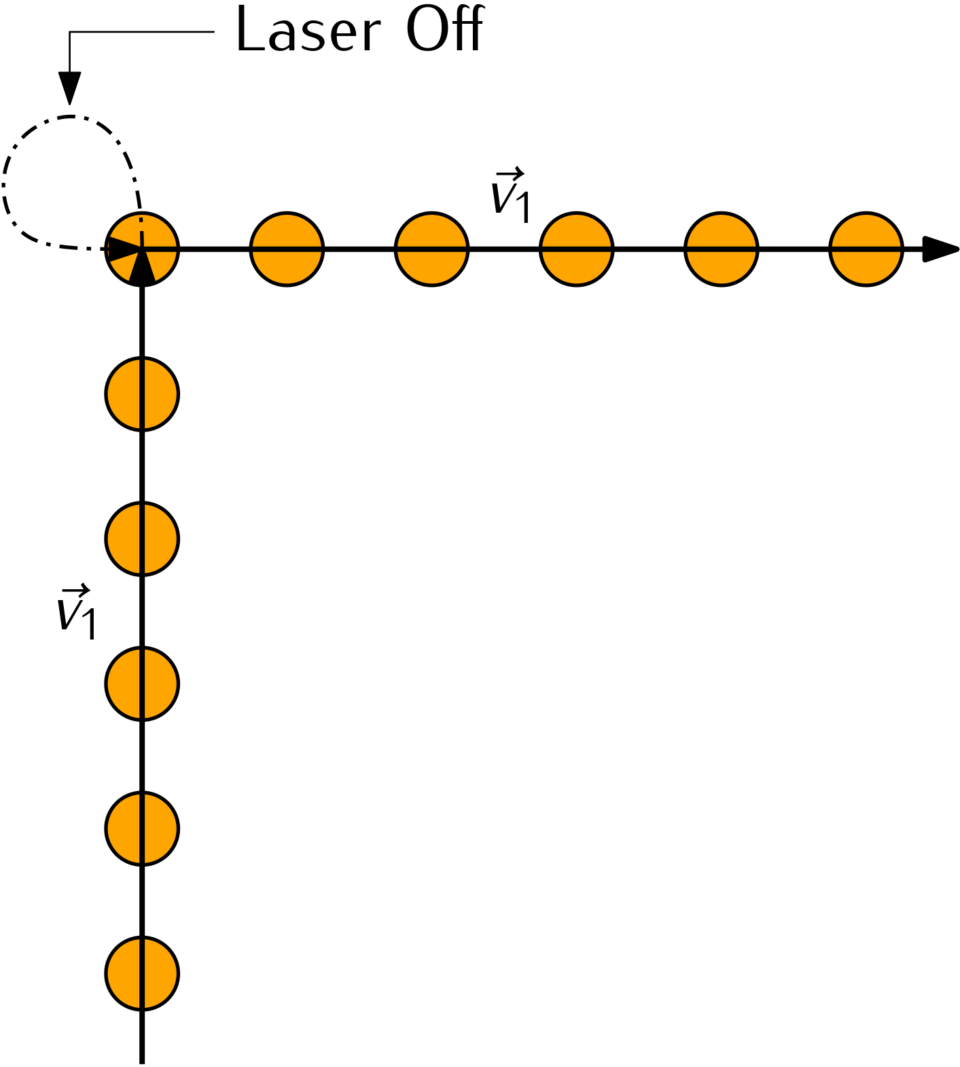
Bei der laserbasierten Materialbearbeitung ist vor allem die pro Flächeneinheit an das Werkstück abgegebene Energie (Fluence) von Bedeutung. Das ideale Szenario besteht darin, die Fluenz an allen Punkten entlang der geplanten Trajektorie konstant zu halten. Wenn Sie eine feste Laserpulsrate verwenden und die Maschine für eine Kurve langsamer werden muss, kommt es zu einem Überbrennen (einer Erhöhung der Fluenz) (Abbildung 4). Dieses Problem wird oft durch die Implementierung einer bewegungsbasierten Lösung behoben, die oft als „Skywriting“ bezeichnet wird. Wenn Skywriting aktiviert ist, wird an den Ecken eine konstante Geschwindigkeit aufrechterhalten, was zu einem konsistenten Einfluss der festen Laserpulsrate führt. Skywriting erreicht dieses Ergebnis durch Hinzufügen einer zusätzlichen Bewegung an Ecken, wo der Laser präzise ausgeschaltet wird, die Bewegung in einer Schleife läuft und der Laser wieder eingeschaltet wird, sobald die Maschine die erforderliche Markierungsposition und -geschwindigkeit erreicht hat (Abbildung 5).
Eine überlegene Lösung
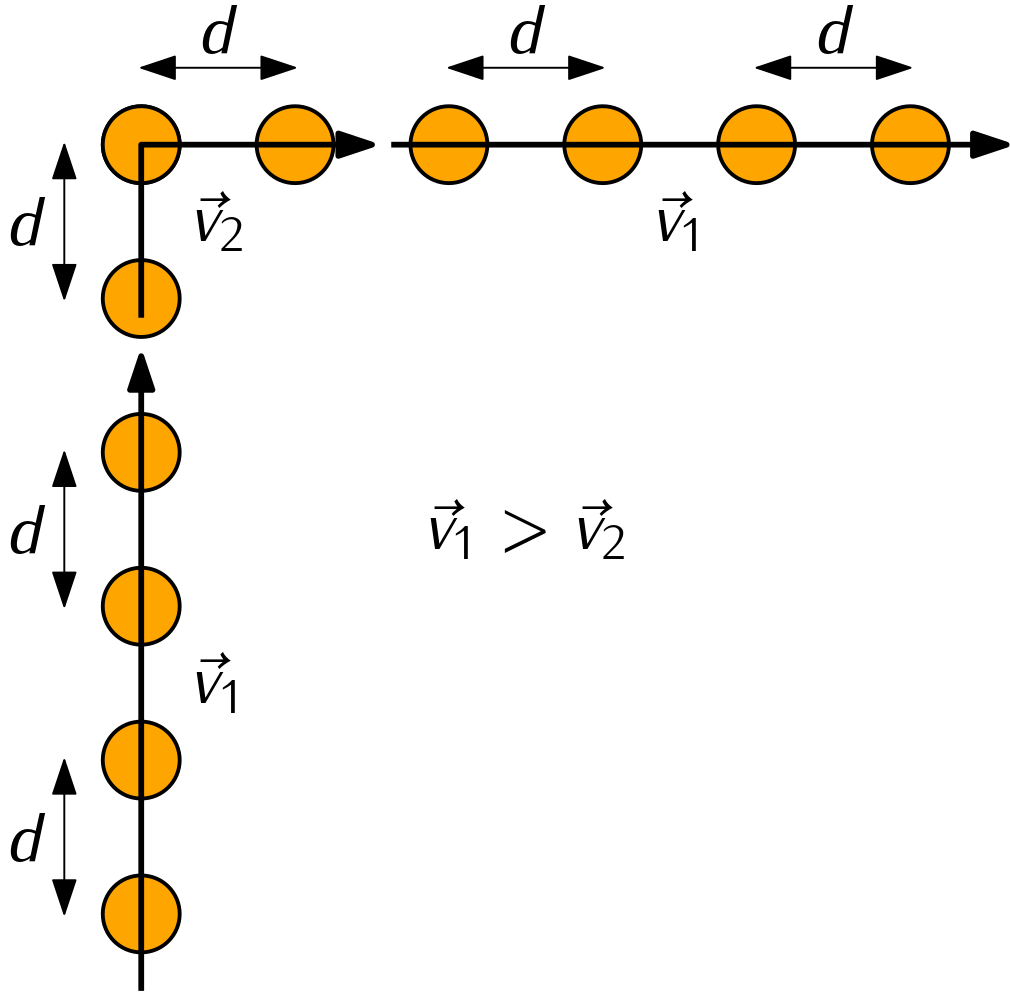
Während Skywriting eine konstante Fluenz erreicht, fügt es eine erhebliche Verarbeitungszeit hinzu, was in der Produktion unerwünscht ist. Polaris Motion hat eine verbesserte Lösung für die Laserleistungsabgabe entwickelt, die unabhängig von Geschwindigkeit, Beschleunigung und Ruck ist. Unser Trigger-Hardwarealgorithmus für Laser mit festem Abstand löst den Laser basierend auf der Entfernung aus, die entlang des geplanten Markierungspfads zurückgelegt wurde (Abbildung 6). Unser abstandsbasierter Ansatz ermöglicht maximale Verarbeitungsgeschwindigkeiten an Ecken; es entstehen keine verschwendeten Bewegungen; und was am wichtigsten ist, es liefert einen konstanten Fluss für eine überlegene und konsistente Materialverarbeitung.
Das Einrichten von gepulsten Lasern war mit Polaris unglaublich einfach, und die Triggerung mit fester Tonhöhe war wirklich eine der coolsten Funktionen, die ich verwendet habe. Es sorgte für eine konsistente Oberflächenmarkierung, während Geschwindigkeit und Frequenz als Variablen bei der Laserleistungsabgabe entfernt wurden.
Andreas Hargreave
Automatisierungstechniker
DynaVap, LLC
Sie müssen Ihr System nicht neu verkabeln, wenn Sie die Laserauslösemodi ändern
Möglicherweise sind Sie daran gewöhnt, die Peripherieverdrahtung zu ändern, wenn für ein Projekt ein alternativer Triggermodus erforderlich ist. Dies ist bei Polaris Motion nicht der Fall. Wir haben eine alternative, flexiblere Lasersteuerungsmethode entwickelt. Leiten Sie einfach einen digitalen Ausgang vom Polaris-Steuerungssystem an den Laser Ihrer Wahl weiter. Dieser Ausgang sendet die notwendigen Informationen, um Ihren Laser gemäß unserem Lasertrigger-Hardwarealgorithmus auszulösen. Eine komplizierte Neuverdrahtung und Spleissung des Encoders entfällt. Der Laserauslösemodus lässt sich in Polaris CAD/CAM einfach über ein Dropdown-Menü ändern.
Die Verwendung von Polaris CAD/CAM macht die Werkzeugweggenerierung und den Maschinenbetrieb einfach
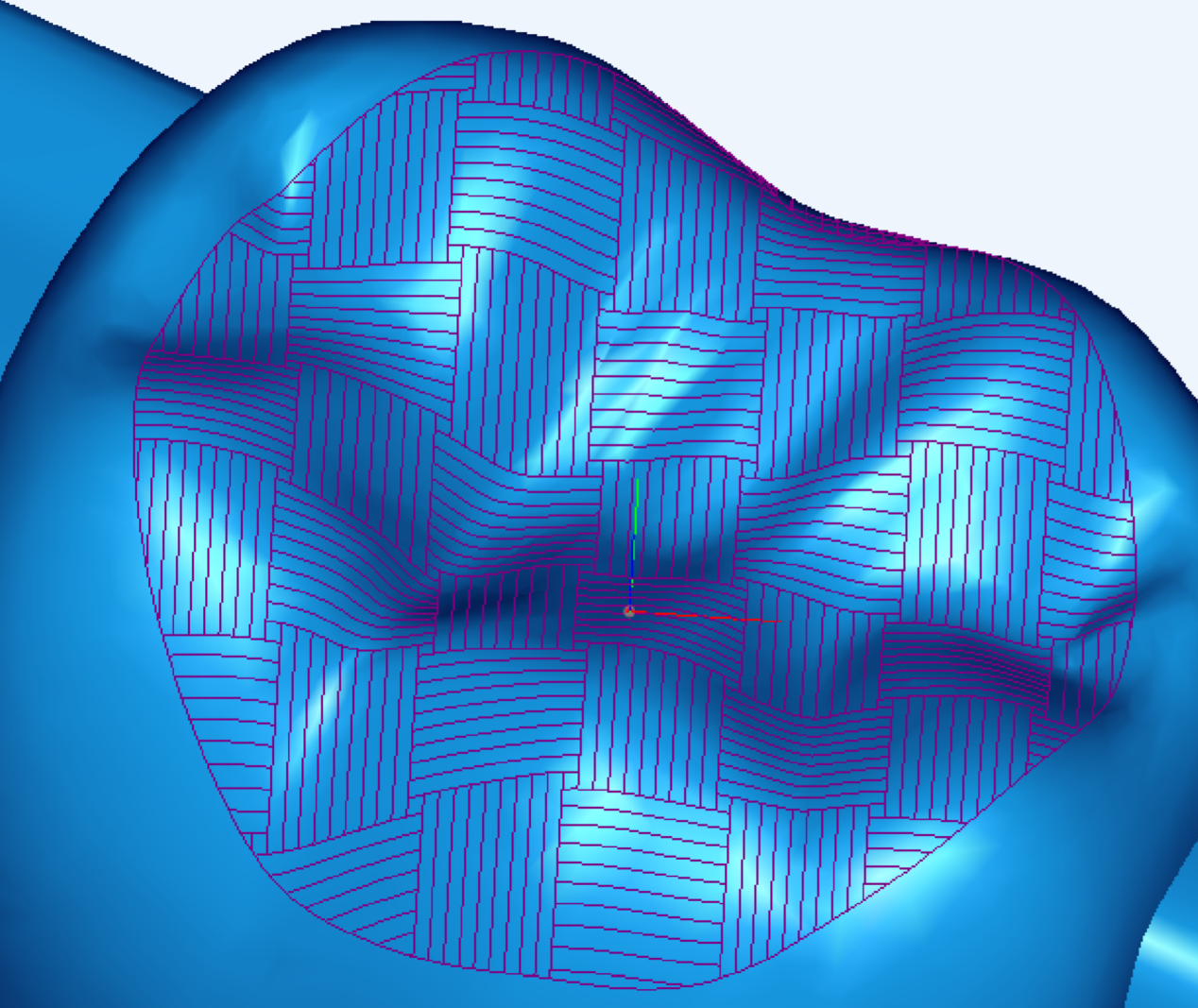
Erstellen Sie eine All-in-One-Lösung, wenn Sie ein Polaris Motion Control-System mit Polaris CAD/CAM koppeln. Mit dieser Software können Sie schnell und einfach CAD-Zeichnungen importieren, Markierungsparameter festlegen und G-Code-Werkzeugwege erstellen. Die Werkzeugwegausgabe wird automatisch von CAD/CAM zur Ausführung an Ihren Polaris-Controller gesendet. Polaris CAD/CAM verfügt über fortschrittliche Bildverarbeitungsfunktionen, mit denen Sie effiziente und robuste Linsenkalibrierungsrezepte einrichten können. Sie können sogar Projektionen auf 3D-Objekte (Abbildung 7) für Anwendungen wie das Gravieren auf zylindrischen Objekten berechnen. Unabhängig von Ihrer Anwendung ist CAD/CAM darauf ausgelegt, die Werkzeugweggenerierung einfach und schnell zu gestalten.
Ihr Polaris-Controller interpretiert den G-Code automatisch
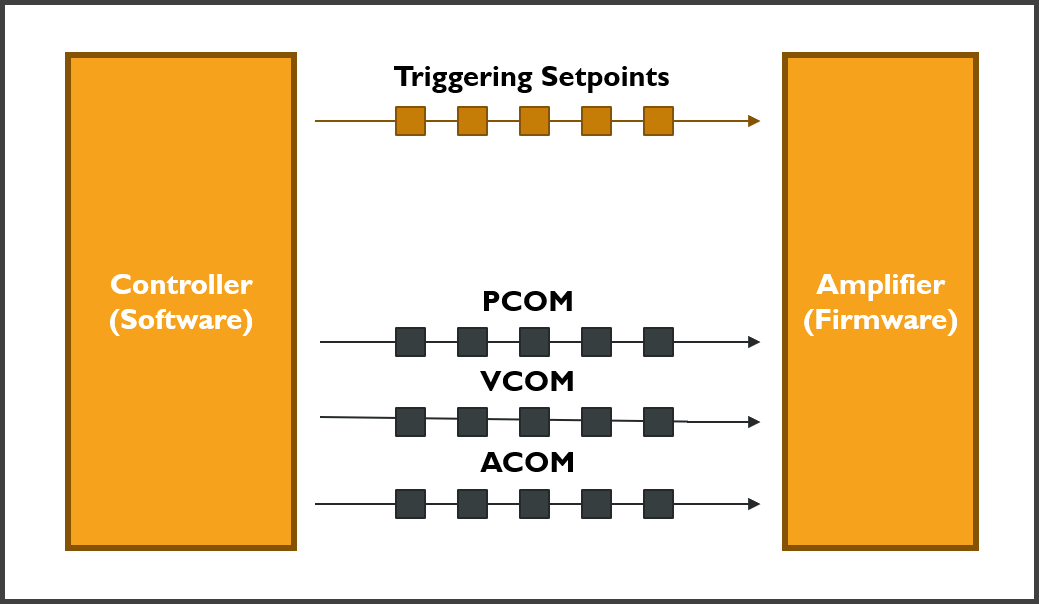
Sobald Ihre Servoachsen und Laserquelle konfiguriert sind und Sie eine G-Code-Datei zur Ausführung bereit haben, erledigt der Polaris-Controller den Rest der Arbeit. Der Polaris-Controller interpretiert den G-Code, wandelt die Bewegungsbefehle in dynamische Sollwerte um und sendet automatisch synchronisierte Laser-Trigger-Sollwerte (Abbildung 8). Unser System unterstützt praktisch alle linearen oder rotierenden Servomotoren, Schrittmotoren und kann Befehle an Standard-Galvoscanner-Schnittstellenprotokolle wie SL2-100, HSSI und XY2-100 senden.
Polaris Unendliches Sichtfeld (IFOV)
Bei der Verwendung eines Galvoscanners für die Lasermaterialbearbeitung ist das Sichtfeld (FOV) der begrenzende Faktor, der die maximale Teilegröße bestimmt, die untergebracht werden kann. Dieser Nachteil wird oft umgangen, indem ein Scankopf auf einem kartesischen Tisch integriert wird, wodurch größere Teile möglich werden (Abbildung 9). Die traditionelle Methode, schnelle Galvo-Motoren mit langsameren Stellgliedern mit langem Hub zu kombinieren, ist die Verwendung Fliesen (Abbildung 10).
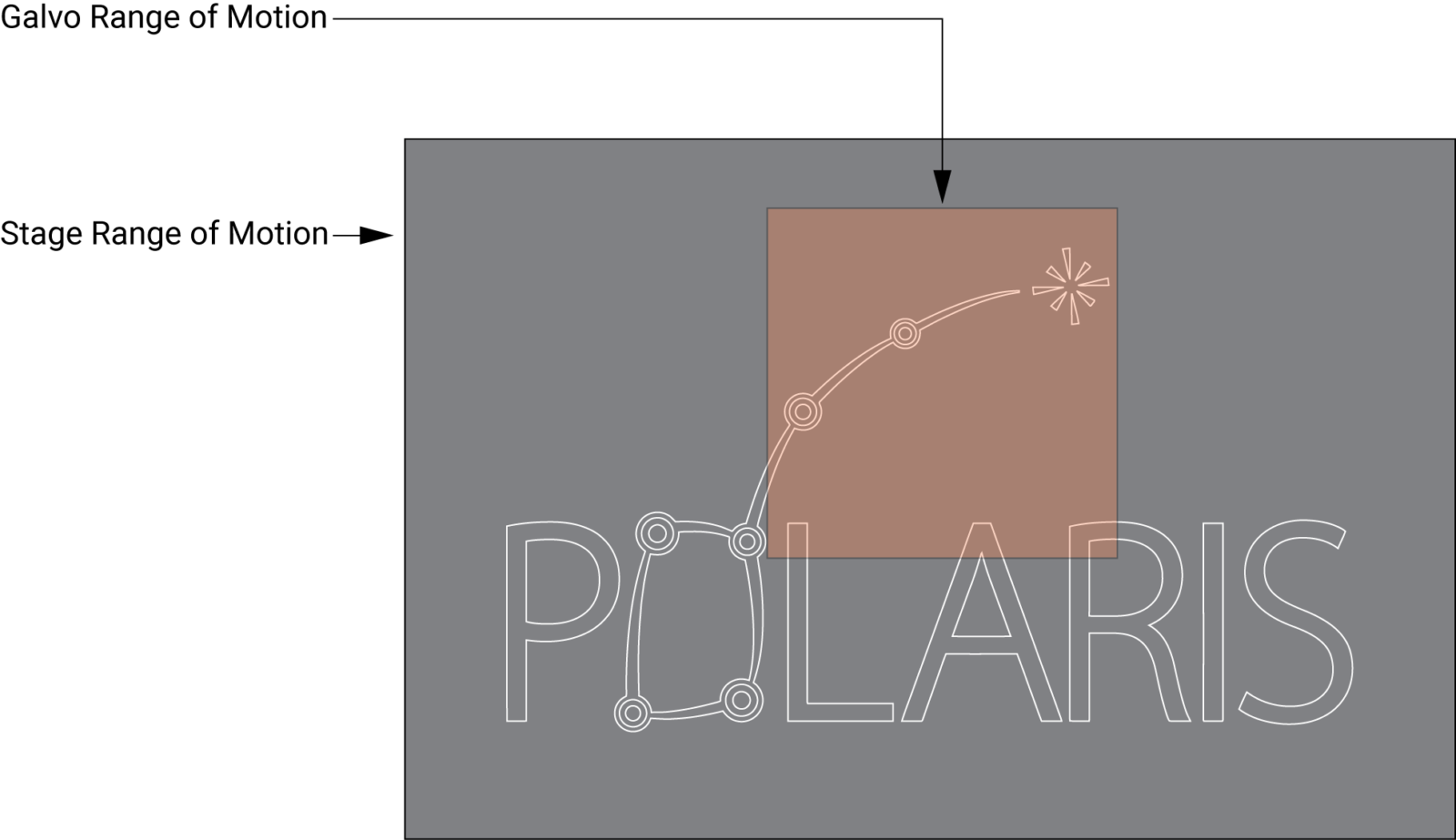
IFOV ist eine verbesserte Lösung gegenüber Kacheln. IFOV ist eine Technik, die für die Lasermaterialbearbeitung verwendet wird, bei der ein Galvoscanner mithilfe des Tisches gleichmäßig und kontinuierlich über einen großen Markierungsbereich bewegt wird (Abbildung 11). Diese Technik behebt das allgemeine Problem von Nähfehler die bei der Verwendung von Fliesen auftreten. Stitching-Fehler sind Inkonsistenzen im Laserpfad, die entlang der Nähte der gekachelten Abschnitte auftreten (Abbildung 12). Die Kombination der Vorteile eines Galvoscanners und eines Tisches mit IFOV-Technologie ermöglicht die Laserbearbeitung großer Teile mit großer Detailtreue bei hohen Geschwindigkeiten.
Polaris IFOV ist mit nur sieben Einstellungen vollständig konfiguriert. Vier Einstellungen definieren die Achsen. Von den verbleibenden Einstellungen schaltet eine IFOV ein/aus, und die verbleibenden zwei definieren die Gewichtung der Bewegungsverteilung zwischen dem Objekttisch und dem Galvoscanner.
Der Hintergrund von Polaris Motion liegt in der Steuerung von CNC-Werkzeugmaschinen. Daher ist unsere IFOV-Technik vollständig kompatibel mit Standard-G-Code-Dateien. Dazu gehören lineare Interpolation (G1), Kreisinterpolation (G2/G3), Spline-Interpolation (G5), Arbeitskoordinatentransformationen, Werkzeugversätze und mehr. Galvoscanner und Tischbewegungen können verknüpft und getrennt werden.

Wir unterstützen Galvoscanner von Drittanbietern mit den Standardschnittstellenprotokollen XY2-100, SL2-100 und HSSI. Wählen Sie einfach den für Ihre Anwendung sinnvollen Galvoscanner aus. Auch der Austausch Ihrer Servomotoren oder Antriebe entfällt, da wir die meisten Drittanbieter unterstützen. Schließen Sie einfach unser Bewegungssteuerungssystem an Ihre vorhandenen Antriebe und Galvoscanner an und starten Sie IFOV sofort.
Wenn Sie ein Werkzeugmaschinen-OEM sind und nach einem robusten und einfach zu bedienenden Bewegungssteuerungssystem suchen, Schreiben Sie uns, um eine Demo einzurichten!
Über Polaris Motion
Polaris Motion ist spezialisiert auf Bewegungssteuerungslösungen für CNC-Maschinen in der laserbasierten Fertigung, Diamantwerkzeugschneiden und Schleifen von optischen Oberflächen und für spezialisierte CNC-Maschinen in anderen Hochleistungsbereichen.
Tom Erlic
Polaris-Bewegung
www.pmdi.com
terlic@pmdi.com