Nuevas técnicas de control láser para impresión, soldadura, grabado y micromecanizado de metales en 3D
El control láser es necesario para muchos procesos de fabricación, como corte, taladrado, soldadura, grabado, grabado y ablación. Se necesita un control láser fino para la fusión en lecho de polvo (PBF) y para la deposición de metal dirigida (DMD). Los láseres se utilizan para procesos de alteración de materiales como el recocido y temple de metales y la modificación de la impedancia en semiconductores.
Para cada uno de estos procesos, existe una técnica preferida para controlar el suministro de energía láser. Las dos amplias clases de láseres son de onda continua (CW) y pulsado. Los láseres CW suelen ser de menor coste y tienen la ventaja de una potencia media alta. Los láseres pulsados tienen una potencia media más baja, pero la energía del fotón de pulso corto rompe los enlaces químicos del material en lugar de quemarse. La zona afectada por el calor (ZAT) se minimiza, los cortes están limpios y el procesamiento posterior del material a menudo es innecesario. En la suite de control láser de Polaris Motion, se admiten tanto láseres de CW como pulsados.

Láseres de onda continua (CW)
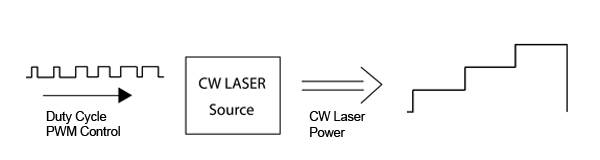
Un láser CW es un láser que emite un rayo láser continuo con salida de calor controlada. Para láseres CW, Polaris Motion proporciona control de modulación de ancho de pulso (PWM) y control analógico. Con el control del ciclo de trabajo PWM, el porcentaje de tiempo que la señal PWM es alta controla la intensidad del láser. Por ejemplo, si la potencia máxima es de 200 W correspondiente a un ciclo de trabajo del 100%, entonces un ciclo de trabajo del 25% da como resultado 50 W de potencia láser continua. El ciclo de trabajo se puede cambiar instantáneamente.
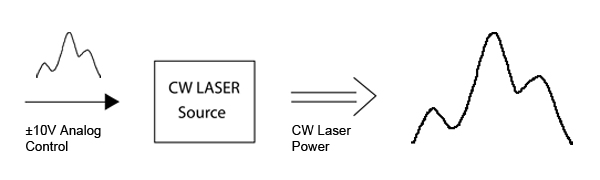
Muchos láseres tienen una entrada de control analógica. Por lo general, son 0-10 V o ± 10 V y pueden tomar cualquier valor en ese rango. Para estos, la potencia de salida del láser es directamente proporcional a la entrada de la señal de control. En el caso de 0-10 V, si la señal de entrada máxima de 10 V corresponde a 200 vatios de potencia láser, entonces 3 V daría como resultado 60 vatios. El voltaje de entrada analógica se puede cambiar instantáneamente, lo que resulta en cambios instantáneos en la potencia de salida del láser.
Control PWM para láseres CW
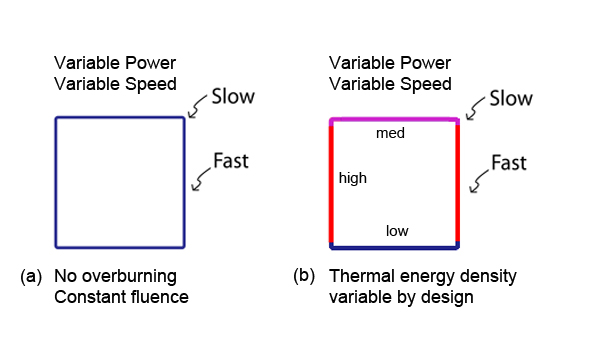
Los láseres CW de potencia constante han sido populares durante mucho tiempo debido a su amplia disponibilidad y bajo costo. Sin embargo, para evitar puntos calientes y sobrecalentamiento, el procesamiento láser debe ocurrir a una velocidad constante para igualar la potencia de salida constante del láser. Al hacer esto, se deposita una cantidad constante de energía láser por unidad de longitud a lo largo de la ruta de procesamiento, consulte la Fig. 3b. El problema con los láseres de potencia constante es que la velocidad máxima de procesamiento está limitada por la velocidad en las curvas. La velocidad en las curvas, que está limitada por la capacidad de la máquina para acelerar y desacelerar, se convierte en la máxima velocidad general del proceso. Si un operador intenta ir rápido a lo largo de las rectas y reducir la velocidad en las esquinas para maximizar el rendimiento de piezas por hora, lamentablemente se producirá una sobrecarga en las esquinas.
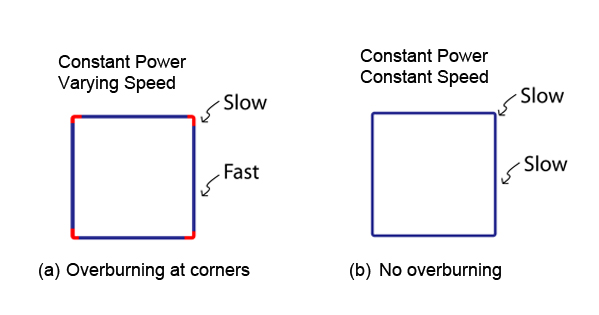
Afortunadamente, en Polaris Motion ofrecemos la capacidad de cambiar la potencia del láser automáticamente mediante el control PWM del ciclo de trabajo. La potencia del láser se puede cambiar instantáneamente para que coincida con la velocidad de procesamiento del láser a lo largo de la trayectoria de trabajo, lo que da como resultado una deposición uniforme de la energía del láser (fluencia) como se muestra en la Fig. 4a. Además, si es necesario tener una deposición de energía láser variable para un proceso especial, entonces la relación entre la potencia del láser y la velocidad se puede cambiar automáticamente, como se indica en la Fig. 4b.
Control analógico para láseres CW
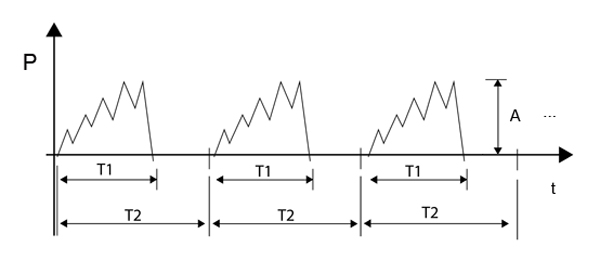
También se admite el control analógico de láseres CW. El método simple es el control proporcional. La potencia de salida del láser es simplemente proporcional a la entrada de la señal de control, que se puede hacer proporcional a la velocidad a lo largo de la trayectoria como un ejemplo. Sin embargo, Polaris Motion también ofrece modelado de pulso láser analógico (ALPS ™), consulte (Fig. 5). El operador tiene varias palancas de control, que incluyen: la forma del pulso en sí que se crea en una tabla, la amplitud (A), el tiempo de activación del pulso (T1) y el período del pulso (T2). ALPS ™ es útil para controlar la densidad de energía térmica de un baño de fusión tanto para soldadura láser como para aplicaciones de impresión 3D de metal.
Láseres pulsados
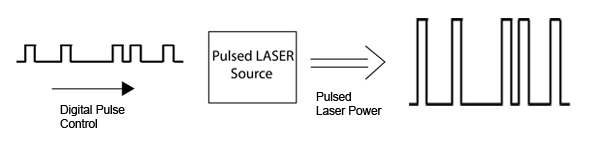
Un láser pulsado es un láser que emite una sucesión de pulsos de alta energía. Los láseres pulsados se clasifican en nanosegundos (ns), picosegundos (ps) o femtosegundos (fs). Cuanto más rápido sea el láser, menor será la zona afectada por el calor y mayor será el número de tipos de materiales que se pueden procesar. Los láseres pulsados se utilizan normalmente para aplicaciones de procesamiento de materiales de precisión en los mercados de semiconductores, militares, médicos, científicos y de dispositivos portátiles. En Polaris Motion, las dos formas de controlar los láseres pulsados son (1) control de láser de paso fijo (FPLC) y (2) control de pulso a pedido (PODC).
Control láser de paso fijo
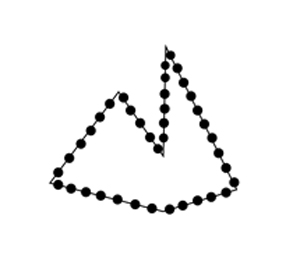
Con el control de láser de paso fijo (FPLC), el láser se activa para disparar un pulso óptico en incrementos fijos a lo largo de la trayectoria del láser, independientemente de las velocidades variables. En el ejemplo de geometría (Fig. 7), los puntos láser se colocan a lo largo de la trayectoria en incrementos constantes incluso cuando el movimiento se acelera a lo largo de las rectas y se ralentiza en las esquinas. La densidad y la velocidad a la que se activan los pulsos láser son parámetros configurables y se pueden cambiar sobre la marcha. En el modo de tono fijo, las ubicaciones de los pulsos son independientes de los puntos de la ruta.
Control de pulso a pedido
Con el control de pulso a pedido (PODC), los pulsos de láser se pueden colocar en ubicaciones arbitrarias y exactas en cualquier geometría. En el modo PODC, la ubicación de la ubicación del pulso debe alinearse con los puntos de ruta. Si se requiere la colocación exacta de pulsos de láser, se recomienda la planificación de la ruta posición-velocidad-tiempo (PVT). Si la ubicación de los pulsos se puede especificar dentro de una pequeña tolerancia, entonces se puede utilizar la planificación de la ruta de interpolación lineal y circular.
Acerca de Polaris Motion
Polaris Motion se especializa en soluciones de control de movimiento para máquinas CNC en la fabricación basada en láser, corte y rectificado de superficies ópticas con herramientas de diamante y para máquinas CNC especializadas en otras áreas de alto rendimiento.
Puede descargar información sobre el control de múltiples escáneres Galvo y nuestro catálogo general de 32 páginas (5 MB) esta página.
Polaris página web.
milla erlic
Movimiento Polaris
www.pmdi.com
merlic@pmdi.com