Polaris Motion a les bons contrôleurs de mouvement pour votre application avancée.
Du matériel modulaire haute performance au logiciel puissant capable de simuler vos processus, nous avons les outils pour vos outils.

Réseau de contrôle de mouvement
Mercury ™ est le réseau en temps réel breveté de Polaris Motion, en Gbps, de précision ns, optimisé pour le contrôle de mouvement. Mercury connecte les contrôleurs de mouvement Polaris à tous les lecteurs du réseau. Les systèmes courants utilisent entre 2 et 32 lecteurs, mais plus de 100 lecteurs peuvent se trouver sur le réseau.
>>En savoir plus

Entraînements servomoteurs
Les entraînements Polaris fournissent une puissance contrôlée à une grande variété de moteurs hautes performances. Les puissances vont de moins de XNUMX watts à plusieurs kWatts. Des variateurs monophasés et triphasés, linéaires et PWM sont fournis. Les variateurs peuvent être utilisés pour les moteurs BLDC, les moteurs de broche, les bobines vocales et les moteurs de scanner Galvo.
>>En savoir plus
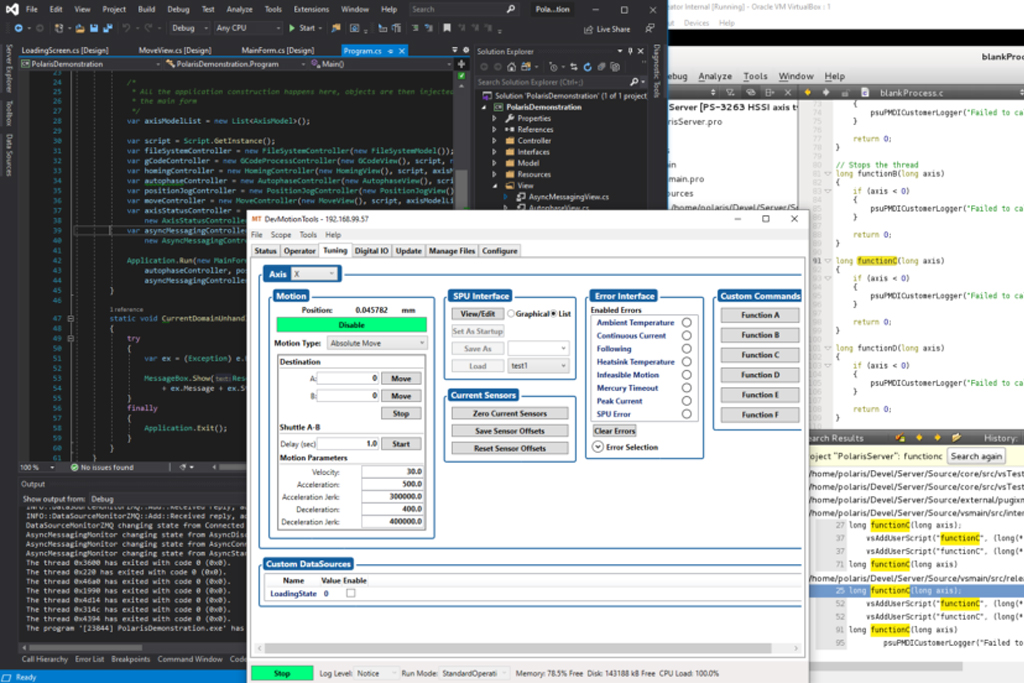
Logiciel de développement d'applications
Les clients OEM de Polaris utilisent les outils de développement d'applications logicielles Polaris pour créer leurs propres applications IHM personnalisées. Des outils sont disponibles pour développer un code intégré personnalisé dans le contrôleur de mouvement Intel / Linux de Polaris. Les applications IHM client sont développées à l'aide des bibliothèques logicielles étendues de Polaris Motion.
>> En savoir plus

Moteur Polaris G-Code
Polaris Motion développe sa technologie G-code depuis 1996. C'est un produit fiable et performant. Tous les principes de base sont pris en charge, ainsi que de nouvelles extensions telles que «G-code cartésien». Jusqu'à neuf axes de code G sont inclus (XYZ-ABC-UVW) et les clients OEM peuvent implémenter leurs propres extensions de code G.
>> En savoir plus

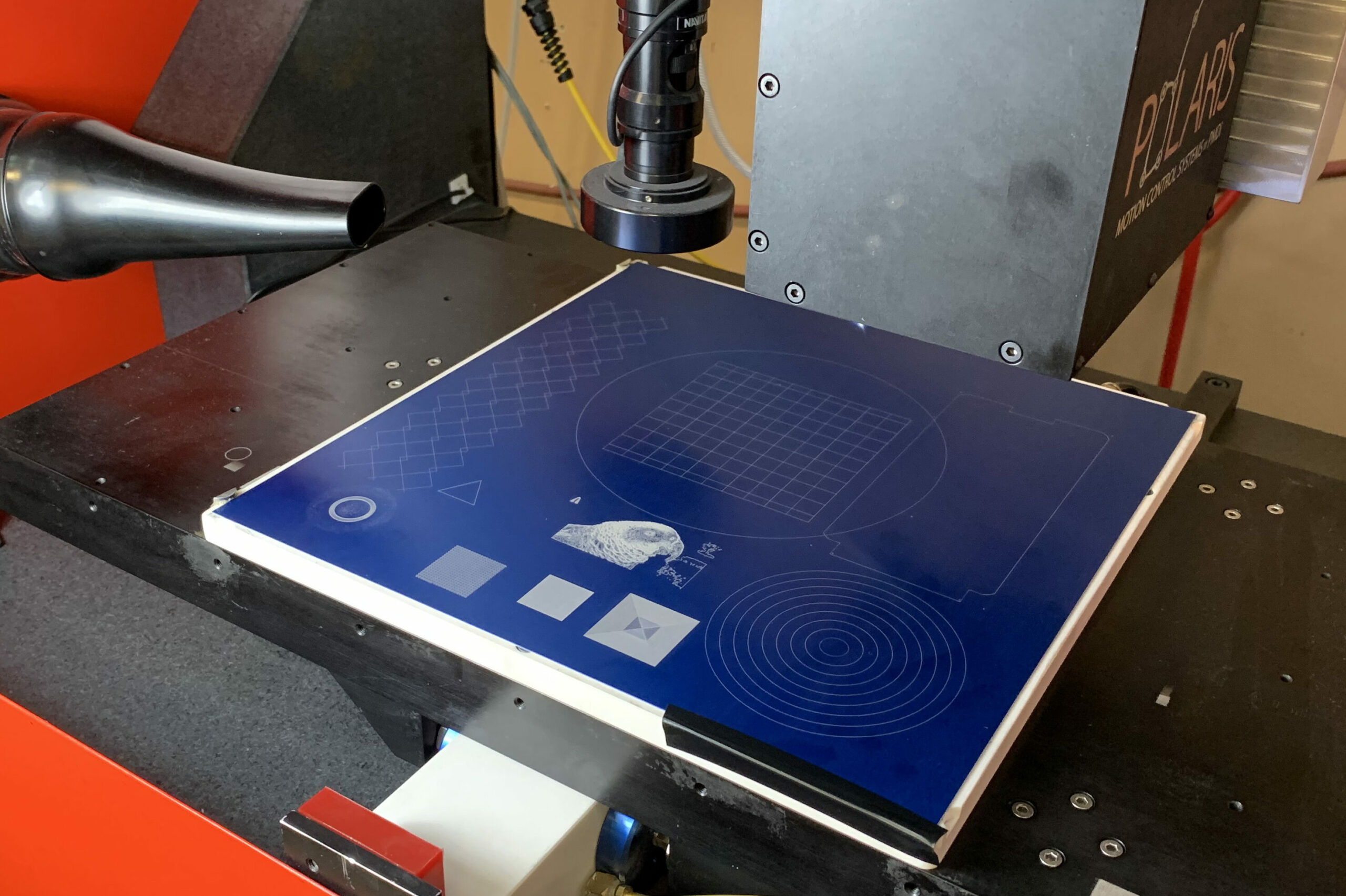
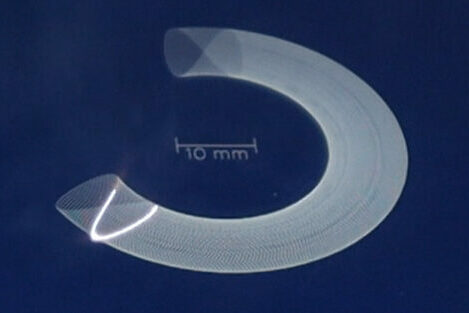
Fabrication laser de précision
Polaris se spécialise dans la commande laser et de mouvement pour les processus de fabrication laser exigeants, y compris le micro-usinage laser, la fabrication additive et la structuration de surface laser. Les technologies clés incluent la synchronisation étroite du contrôle laser avec la génération de trajectoires d'outils multi-axes.
>>En savoir plus
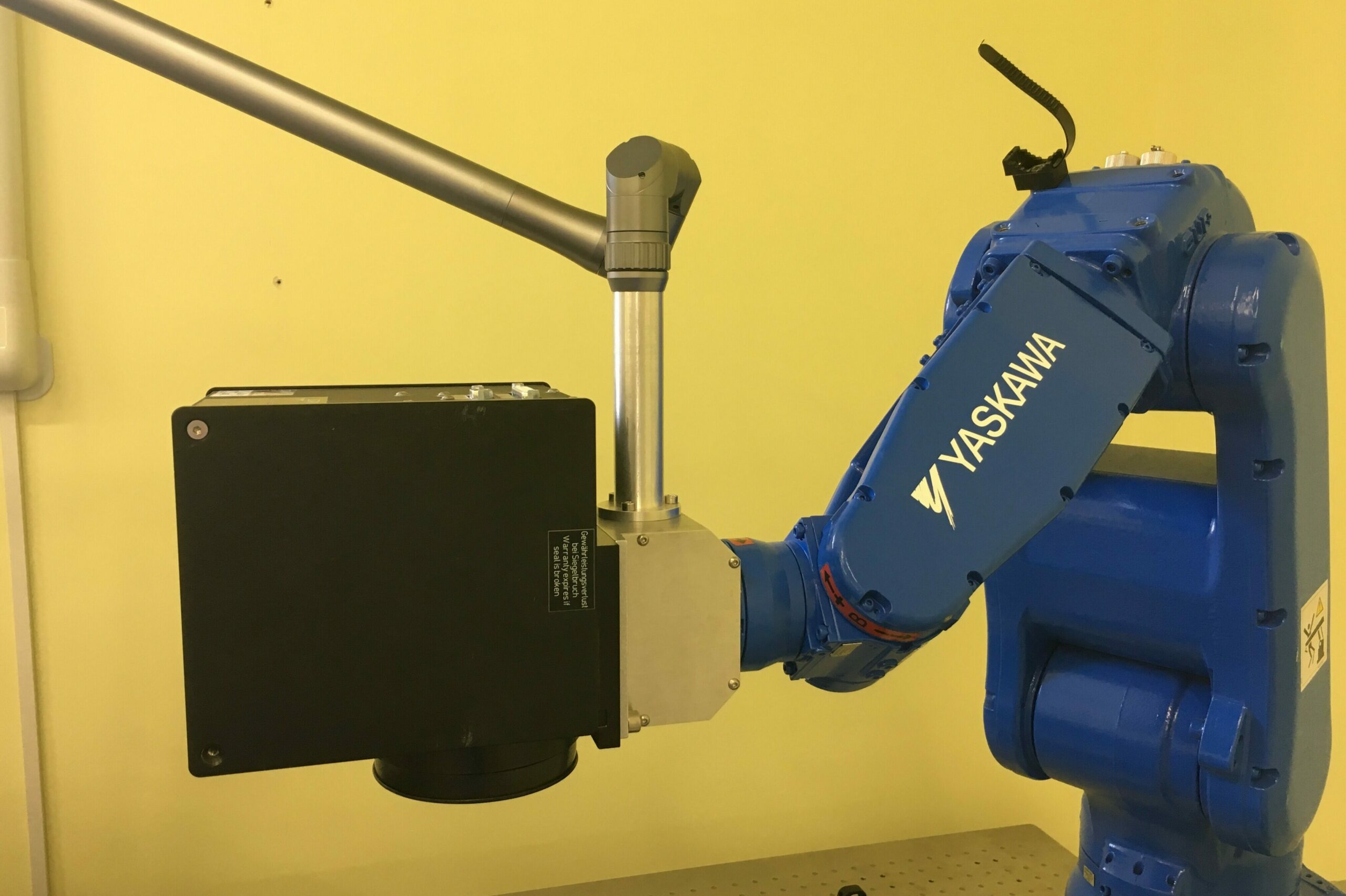
Robots et machines multiaxes
Polaris Motion utilise une cinématique avancée et inverse pour rendre possible le contrôle de machines-outils CNC multi-axes, de robots série et parallèles. Le parcours d'outil est décrit dans le système de coordonnées cartésien et les mouvements de l'actionneur sont calculés automatiquement.
>> En savoir plus
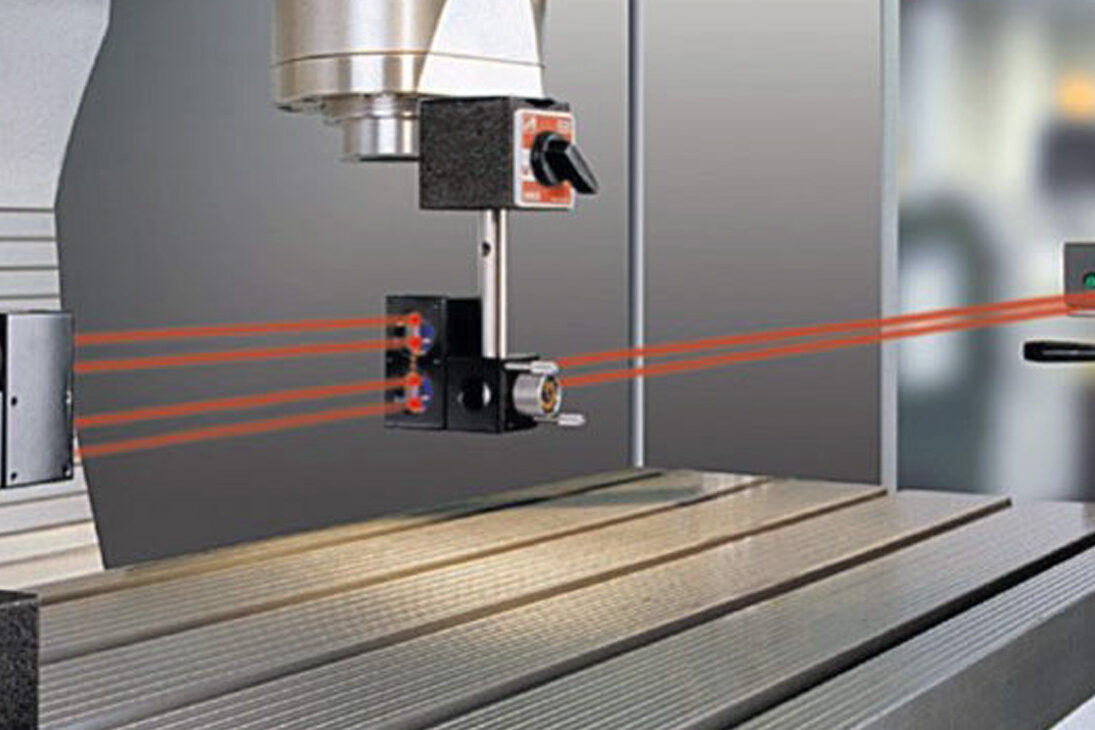
Champ de vision infini (IFOV)
Un scanner laser Galvo est rapide mais son champ de vision peut être limité. Une scène a une grande surface mais elle est lente par rapport à un scanner Galvo. En utilisant l'algorithme IFOV, les mouvements de la scène et du scanner Galvo sont coordonnés de manière sophistiquée permettant la création de grandes pièces détaillées en un temps record. Les erreurs de couture sont éliminées.
>>En savoir plus
Technologie de contrôle laser
La technologie de contrôle laser Polaris est utilisée pour contrôler les lasers à ondes continues (CW), ainsi que les lasers pulsés nanoseconde, picoseconde et femtoseconde. Une grande variété de techniques sont employées, y compris le déclenchement à pas fixe et l'impulsion à la demande (POD) pour les lasers à impulsions et la mise en forme d'impulsions laser analogique (ALPS) pour les lasers CW.
>> En savoir plus