Nouvelles techniques de contrôle laser pour l'impression 3D des métaux, le soudage, la gravure et le micro-usinage
Le contrôle laser est nécessaire pour de nombreux processus de fabrication tels que la découpe, le perçage, le soudage, la gravure, la gravure et l'ablation. Un contrôle laser fin est nécessaire pour la fusion sur lit de poudre (PBF) et pour le dépôt de métal dirigé (DMD). Les lasers sont utilisés pour les processus de modification des matériaux tels que le recuit et la trempe des métaux, et la modification de l'impédance dans les semi-conducteurs.
Pour chacun de ces processus, il existe une technique préférée pour contrôler la délivrance d'énergie laser. Les deux grandes classes de lasers sont à ondes continues (CW) et pulsées. Les lasers CW sont généralement moins chers et ont l'avantage d'une puissance moyenne élevée. Les lasers pulsés ont une puissance moyenne inférieure, mais l'énergie photonique à impulsion courte rompt les liaisons chimiques du matériau au lieu de brûler. La zone affectée par la chaleur (HAZ) est minimisée, les coupes sont propres et le post-traitement du matériau est souvent inutile. Dans la suite de contrôle laser de Polaris Motion, les lasers CW et pulsés sont pris en charge.

Lasers à ondes continues (CW)
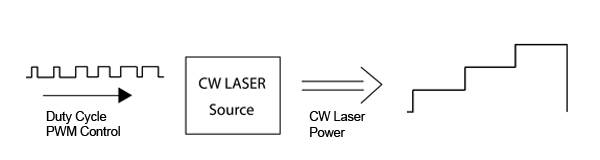
Un laser CW est un laser qui émet un faisceau laser continu avec une puissance calorifique contrôlée. Pour les lasers CW, Polaris Motion fournit à la fois un contrôle modulé en largeur d'impulsion (PWM) et un contrôle analogique. Avec le contrôle du cycle de service PWM, le pourcentage de temps pendant lequel le signal PWM est élevé contrôle l'intensité du laser. Par exemple, si la puissance maximale est de 200 W correspondant à un cycle de service de 100%, alors un cycle de service de 25% se traduit par 50 W de puissance laser continue. Le cycle de service peut être modifié instantanément.
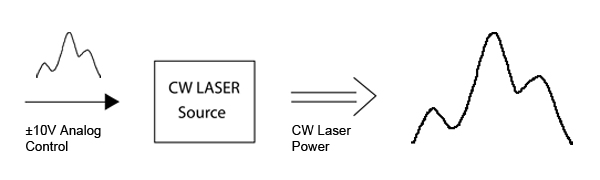
De nombreux lasers ont une entrée de commande analogique. Celles-ci sont généralement de 0 à 10 V ou ± 10 V et peuvent prendre n'importe quelle valeur dans cette plage. Pour ceux-ci, la puissance de sortie du laser est directement proportionnelle à l'entrée du signal de commande. Dans le cas 0-10V, si le signal d'entrée maximum de 10V correspond à 200Watts de puissance laser, alors 3V donnerait 60Watts. La tension d'entrée analogique peut être modifiée instantanément, ce qui entraîne des changements instantanés de la puissance de sortie du laser.
Contrôle PWM pour lasers CW
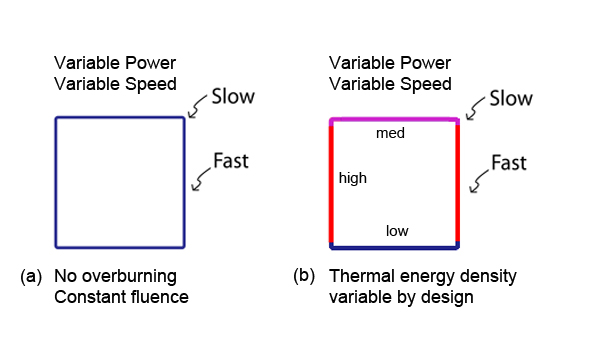
Les lasers CW à puissance constante sont populaires depuis longtemps en raison de leur grande disponibilité et de leur faible coût. Cependant, pour éviter les points chauds et la surchauffe, le traitement laser doit se produire à une vitesse constante pour correspondre à la puissance de sortie constante du laser. En faisant cela, une quantité constante d'énergie laser est déposée par unité de longueur le long du chemin de traitement, voir la figure 3b. Le problème avec les lasers à puissance constante est que la vitesse de traitement maximale est limitée par la vitesse de virage. La vitesse de virage, qui est limitée par la capacité de la machine à accélérer et à décélérer, devient la vitesse globale maximale du processus. Si un opérateur essaie d'aller vite le long des lignes droites et de ralentir dans les virages pour maximiser le débit de pièces par heure, il en résultera malheureusement une surchauffe dans les virages.
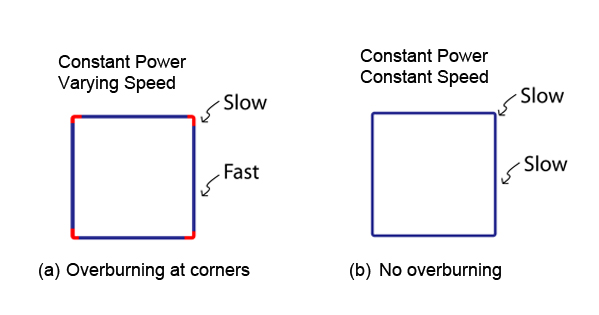
Heureusement, chez Polaris Motion, nous offrons la possibilité de modifier automatiquement la puissance du laser à l'aide du contrôle PWM du cycle de service. La puissance du laser peut être changée instantanément pour correspondre à la vitesse de traitement laser le long du chemin de travail, résultant en un dépôt uniforme d'énergie laser (fluence) comme le montre la figure 4a. En outre, s'il est nécessaire d'avoir un dépôt d'énergie laser variable pour un processus spécial, alors le rapport de la puissance laser à la vitesse peut être changé automatiquement, comme indiqué sur la figure 4b.
Contrôle analogique pour lasers CW
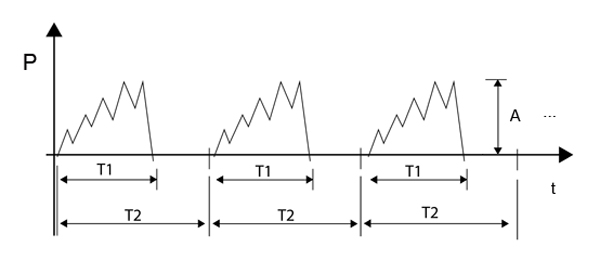
Le contrôle analogique des lasers CW est également pris en charge. La méthode simple est le contrôle proportionnel. La puissance de sortie du laser est simplement proportionnelle à l'entrée du signal de commande, qui peut être rendue proportionnelle à la vitesse le long du trajet à titre d'exemple. Cependant, Polaris Motion propose également la mise en forme d'impulsion laser analogique (ALPS ™), voir (Fig. 5). L'opérateur dispose d'un certain nombre de leviers de commande, notamment: la forme d'impulsion elle-même qui est créée dans une table, l'amplitude (A), le temps d'activation de l'impulsion (T1) et la période d'impulsion (T2). ALPS ™ est utile pour contrôler la densité d'énergie thermique d'un bain de fusion à la fois pour le soudage laser et pour les applications d'impression 3D métal.
Lasers pulsés
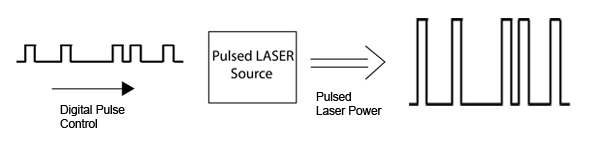
Un laser pulsé est un laser qui émet une succession d'impulsions à haute énergie. Les lasers pulsés sont classés en nanoseconde (ns), picoseconde (ps) ou femtoseconde (fs). Plus le laser est rapide, plus la zone affectée par la chaleur est petite et plus le nombre de types de matériaux pouvant être traités est grand. Les lasers pulsés sont généralement utilisés pour les applications de traitement de matériaux de précision sur les marchés des semi-conducteurs, militaires, médicaux, scientifiques et des dispositifs portatifs. Chez Polaris Motion, les deux façons de contrôler les lasers pulsés sont (1) la commande laser à pas fixe (FPLC) et (2) la commande à impulsion à la demande (PODC).
Contrôle laser à pas fixe
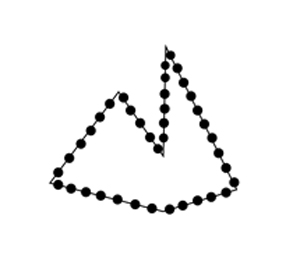
Avec la commande laser à pas fixe (FPLC), le laser est déclenché pour déclencher une impulsion optique à des incréments fixes le long du trajet du laser, quelles que soient les vitesses variables. Dans l'exemple de géométrie (Fig. 7), les points laser sont placés le long du trajet à des incréments constants même lorsque le mouvement s'accélère le long des lignes droites et ralentit dans les coins. La densité et la vitesse à laquelle les impulsions laser sont déclenchées sont des paramètres réglables et peuvent être modifiés à la volée. En mode à pas fixe, les placements des impulsions sont indépendants des points de chemin.
Contrôle Pulse-On-Demand
Avec le contrôle d'impulsion à la demande (PODC), les impulsions laser peuvent être placées à des emplacements arbitraires et exacts sur n'importe quelle géométrie. En mode PODC, l'emplacement du placement de l'impulsion doit s'aligner sur les points de chemin. Si le placement exact des impulsions laser est nécessaire, une planification de trajectoire position-vitesse-temps (PVT) est recommandée. Si le placement des impulsions peut être spécifié dans une petite tolérance, la planification de la trajectoire d'interpolation linéaire et circulaire peut être utilisée.
À propos de Polaris Motion
Polaris Motion se spécialise dans les solutions de contrôle de mouvement pour les machines CNC dans la fabrication laser, la découpe d'outils diamantés et le meulage de surfaces optiques et pour les machines CNC spécialisées dans d'autres domaines de haute performance.
Des informations sur le contrôle de plusieurs scanners Galvo et notre catalogue général de 32 pages (5 Mo) peuvent être téléchargés ici.
Polaris site .
Mlle Erlic
Mouvement Polaris
www.pmdi.com
merlic@pmdi.com