Novas técnicas de controle de laser para impressão, soldagem, gravura e microquinação de metal 3D
O controle do laser é necessário para muitos processos de fabricação, como corte, perfuração, soldagem, gravação, gravação e ablação. O controle de laser fino é necessário para fusão em leito de pó (PBF) e para deposição direta de metal (DMD). Lasers são usados para processos de alteração de material, como recozimento e têmpera para metais, e modificação da impedância em semicondutores.
Para cada um desses processos, existe uma técnica preferida para controlar o fornecimento de energia do laser. As duas grandes classes de lasers são de onda contínua (CW) e pulsado. Os lasers CW são normalmente de custo mais baixo e têm a vantagem de alta potência média. Os lasers pulsados têm potência média mais baixa, mas a energia do fóton de pulso curto quebra as ligações químicas do material em vez de queimar. A zona afetada pelo calor (ZTA) é minimizada, os cortes são limpos e o pós-processamento do material muitas vezes é desnecessário. No pacote de controle de laser da Polaris Motion, tanto os lasers CW quanto os pulsados são suportados.

Lasers de onda contínua (CW)
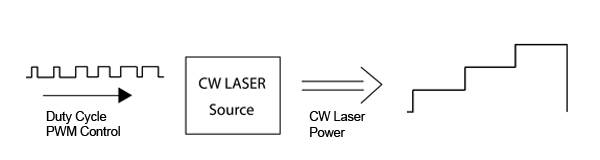
Um laser CW é um laser que emite um feixe de laser contínuo com saída de calor controlada. Para lasers CW, o Polaris Motion oferece controle modulado por largura de pulso (PWM) e controle analógico. Com o controle de ciclo de trabalho PWM, a porcentagem de tempo em que o sinal PWM fica alto controla a intensidade do laser. Por exemplo, se a potência máxima for 200 W correspondendo a 100% do ciclo de trabalho, um ciclo de trabalho de 25% resulta em 50 W de potência contínua do laser. O ciclo de trabalho pode ser alterado instantaneamente.
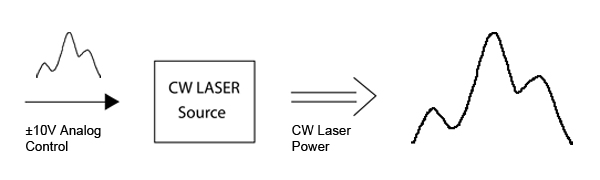
Muitos lasers possuem uma entrada de controle analógica. Normalmente são de 0 a 10 V ou ± 10 V e podem assumir qualquer valor nessa faixa. Para estes, a saída de potência do laser é diretamente proporcional à entrada do sinal de controle. No caso de 0-10V, se o sinal de entrada máximo de 10V corresponder a 200Watts de potência do laser, então 3V resultaria em 60Watts. A tensão de entrada analógica pode ser alterada instantaneamente, resultando em mudanças instantâneas na potência de saída do laser.
Controle PWM para Lasers CW
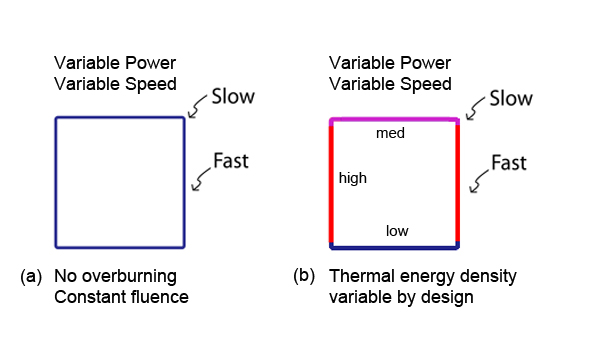
Os lasers CW de potência constante são populares há muito tempo devido à sua ampla disponibilidade e baixo custo. No entanto, para evitar pontos quentes e sobreaquecimento, o processamento do laser deve ocorrer a uma velocidade constante para corresponder à potência de saída constante do laser. Ao fazer isso, uma quantidade constante de energia do laser é depositada por unidade de comprimento ao longo do caminho de processamento, ver Fig. 3b. O problema com os lasers de potência constante é que a velocidade máxima de processamento é limitada pela velocidade nas curvas. A velocidade nas curvas, que é limitada pela capacidade da máquina de acelerar e desacelerar, torna-se a velocidade geral máxima do processo. Se um operador tentar ir rápido ao longo das retas e diminuir a velocidade nas curvas para maximizar a produção de peças por hora, infelizmente resultará em sobreaquecimento nas curvas.
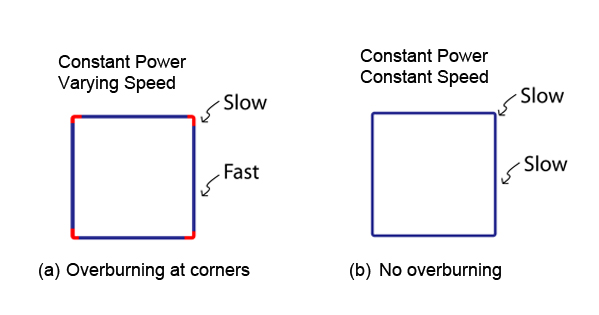
Felizmente, na Polaris Motion, oferecemos a capacidade de alterar a potência do laser automaticamente usando o controle PWM do ciclo de trabalho. A potência do laser pode ser alterada instantaneamente para coincidir com a velocidade de processamento do laser ao longo do caminho de trabalho, resultando em deposição uniforme de energia do laser (fluência), conforme mostrado na Fig. 4a. Além disso, se for necessário ter deposição de energia do laser variável para um processo especial, a relação entre a potência do laser e a velocidade pode ser alterada automaticamente, conforme indicado na Fig. 4b.
Controle analógico para lasers CW
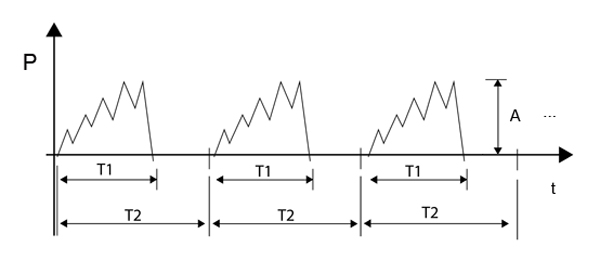
O controle analógico de lasers CW também é suportado. O método simples é o controle proporcional. A potência de saída do laser é simplesmente proporcional à entrada do sinal de controle, que pode ser tornada proporcional à velocidade ao longo do caminho como um exemplo. No entanto, Polaris Motion também oferece Analog Laser Pulse Shaping (ALPS ™), consulte (Fig. 5). O operador tem várias alavancas de controle, incluindo: o formato do pulso em si, que é criado em uma tabela, a amplitude (A), o tempo de ativação do pulso (T1) e o período do pulso (T2). ALPS ™ é útil para controlar a densidade de energia térmica de uma piscina de fusão para soldagem a laser e para aplicações de impressão 3D de metal.
Lasers Pulsados
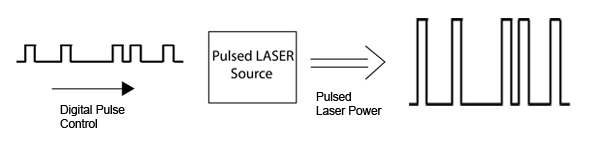
Um laser pulsado é um laser que emite uma sucessão de pulsos de alta energia. Os lasers pulsados são classificados como nanossegundos (ns), picossegundos (ps) ou femtosegundos (fs). Quanto mais rápido o laser, menor é a zona afetada pelo calor e maior o número de tipos de materiais que podem ser processados. Os lasers pulsados são normalmente usados para aplicações de processamento de materiais de precisão nos mercados de dispositivos semicondutores, militares, médicos, científicos e portáteis. No Polaris Motion, as duas maneiras de controlar os lasers pulsados são (1) controle de laser de passo fixo (FPLC) e (2) controle de pulso sob demanda (PODC).
Controle de laser de passo fixo
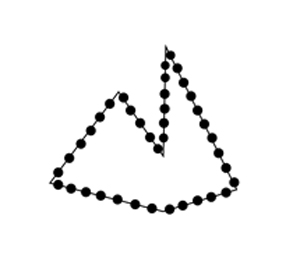
Com o controle de laser de passo fixo (FPLC), o laser é acionado para disparar um pulso óptico em incrementos fixos ao longo do caminho do laser, independentemente das velocidades variáveis. No exemplo de geometria (Fig. 7), os pontos de laser são colocados ao longo do caminho em incrementos constantes, mesmo que o movimento acelere ao longo das retas e diminua nos cantos. A densidade e a taxa em que os pulsos de laser são disparados são parâmetros configuráveis e podem ser alterados em tempo real. No modo de inclinação fixa, os posicionamentos de pulso são independentes dos pontos do caminho.
Controle de pulso sob demanda
Com o controle de pulso sob demanda (PODC), os pulsos de laser podem ser colocados em localizações exatas e arbitrárias em qualquer geometria. No modo PODC, a localização da colocação do pulso precisa estar alinhada com os pontos do caminho. Se a colocação exata de pulsos de laser for necessária, o planejamento do caminho de velocidade de posição-tempo (PVT) é recomendado. Se a colocação de pulsos pode ser especificada dentro de uma pequena tolerância, então o planejamento de caminho de interpolação linear e circular pode ser usado.
Sobre Polaris Motion
A Polaris Motion é especializada em soluções de controle de movimento para máquinas CNC na fabricação a laser, corte de ferramentas diamantadas e retificação de superfícies ópticas e para máquinas CNC especializadas em outras áreas de alto desempenho.
Informações sobre o controle de scanner Galvo múltiplo e nosso catálogo geral de 32 páginas (5 MB) podem ser baixados SUA PARTICIPAÇÃO FAZ A DIFERENÇA.
Polaris site do Network Development Group.
Milha Erlic
Movimento Polar
www.pmdi.com
merlic@pmdi.com