适用于机器 OEM 的易于使用、集成的基于激光的运动控制解决方案
当精密机械设计师规划新项目时,他们必须考虑性能、生产和维护系统的成本以及易用性。 用户友好的运动控制系统具有降低开发成本和缩短上市时间的好处。 考虑到这一点,我们设计了 Polaris 运动控制系统,以确保易于安装,同时不牺牲可配置性和高性能。
我们创建了一个由强大的硬件和功能丰富的软件组成的生态系统。 这个生态系统允许您将您最喜欢的伺服电机、编码器和其他外围设备集成到具有智能运动控制功能的最终机床产品中。 除了简单的机器配置外,使用 Polaris CAD/CAM 还可以轻松实施高级加工操作。
设置和使用 Polaris 运动控制系统
为 Polaris UniverseOne™ 控制系统接线
配置 Mercury™ 网络是一项简单的任务。 由于自动枚举和自动配置,设备会在启动时自动识别和配置。
使用 MotionTools 进行简单配置和调整
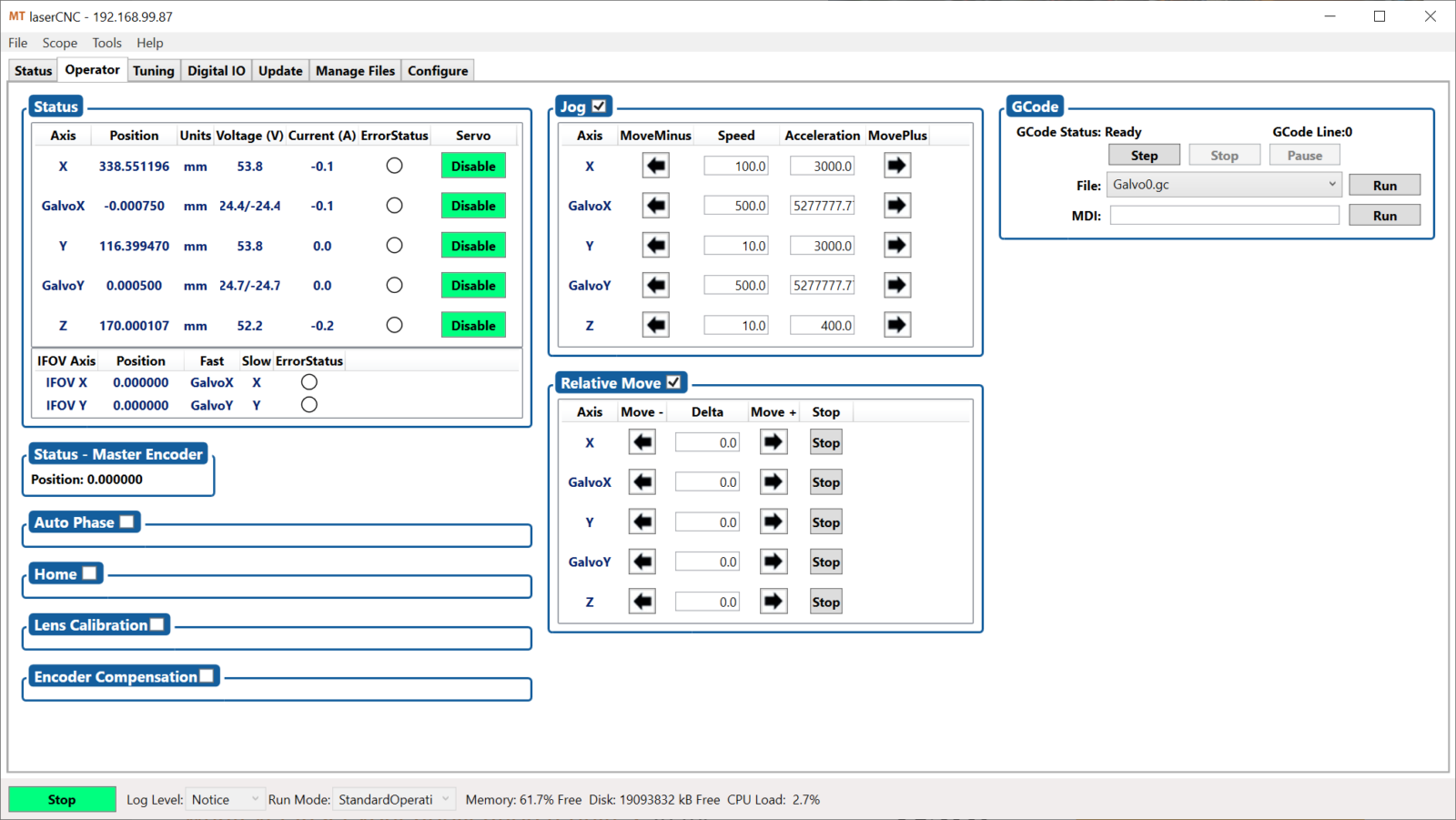
网络和电气连接好后,您将转到 MotionTools,这是我们的桌面应用程序,可让您与 Polaris 控制器、驱动器和网络上的其他设备进行交互。 在 MotionTools 中,您将找到强大的图形调整实用程序、功能齐全的实时示波器和用户友好的向导,允许您将激光器集成到多轴机器中。

MotionTools 以非常合乎逻辑的方式组织起来,服务器编程对于软件开发人员来说很容易理解。
路易斯·加西亚
软件工程团队负责人
Mundt&Associates,Inc.
探索我们的高级激光触发工具包
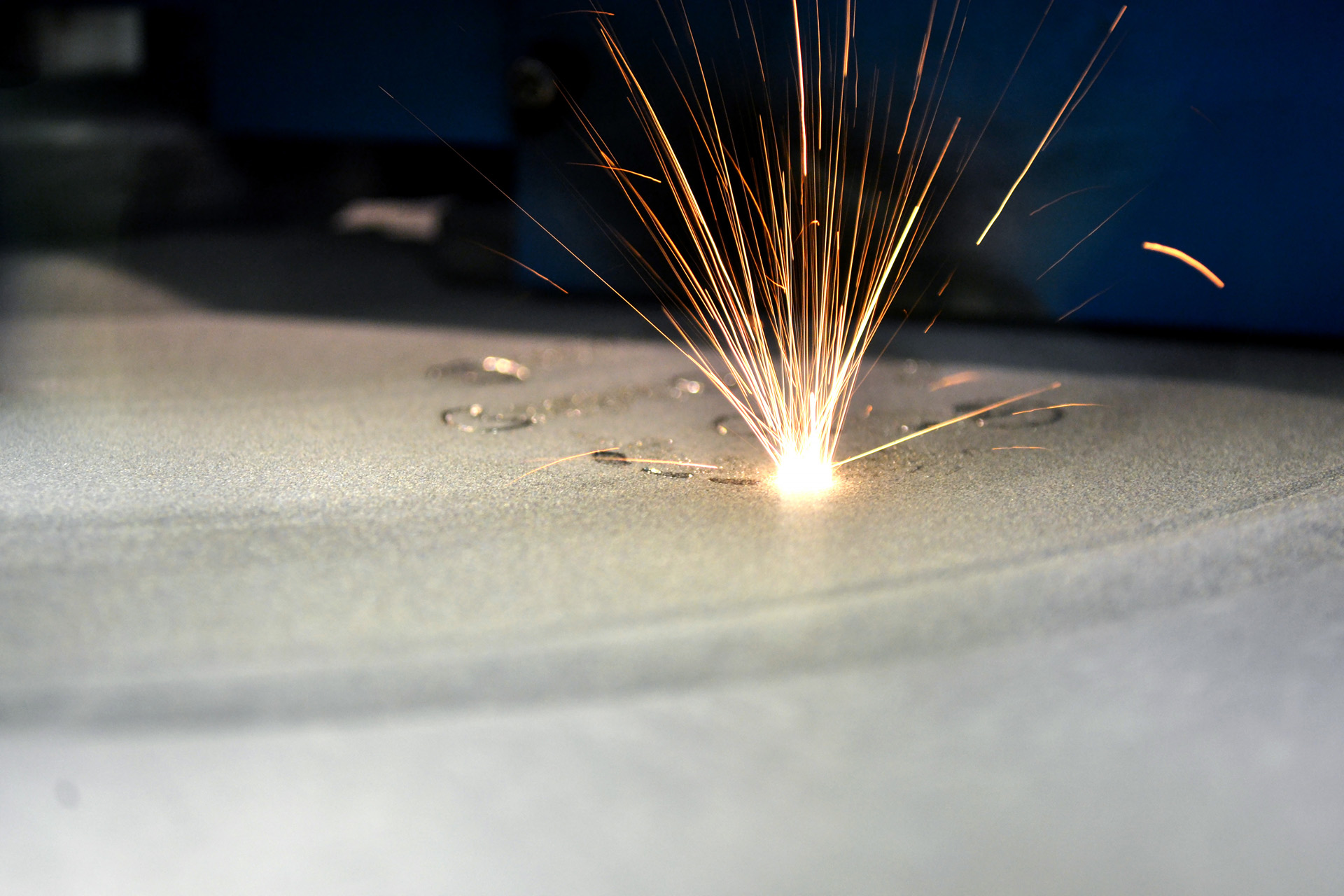
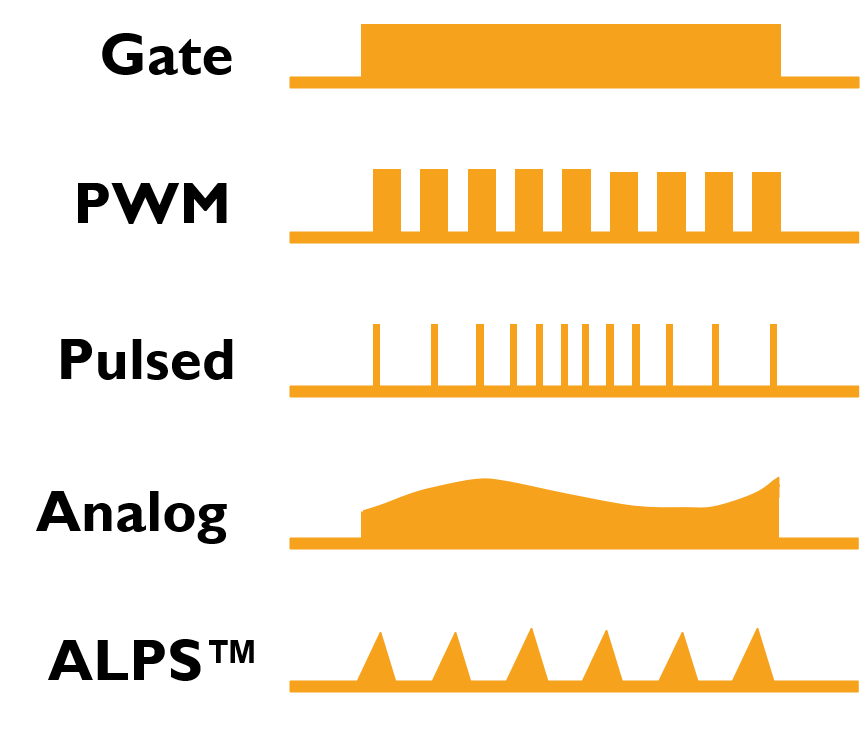
多年来倾听客户的意见并认真对待他们的反馈, 我们创建了一个广泛的工具包,用于控制您的应用所需的任何激光器. 在 Polaris Motion 触发工具包中,有五种主要的激光触发模式(图 3)。 我们提供脉冲和连续波 (CW) 激光器的选项,包括我们专有的任意激光脉冲整形 (ALPS™) 模式。 如果您的应用需要在一次操作中使用两个或多个激光源,我们的工具包支持多激光触发。 所有这些模式都很容易实现和定制。 此外,还提供多种自动激光控制功能。 其中包括自动频率和自动占空比 PWM 触发模式,使焊接等敏感操作具有可重复性和高质量,每次都无需猜测。
用固定间距触发替代 Skywriting 以加快零件处理时间
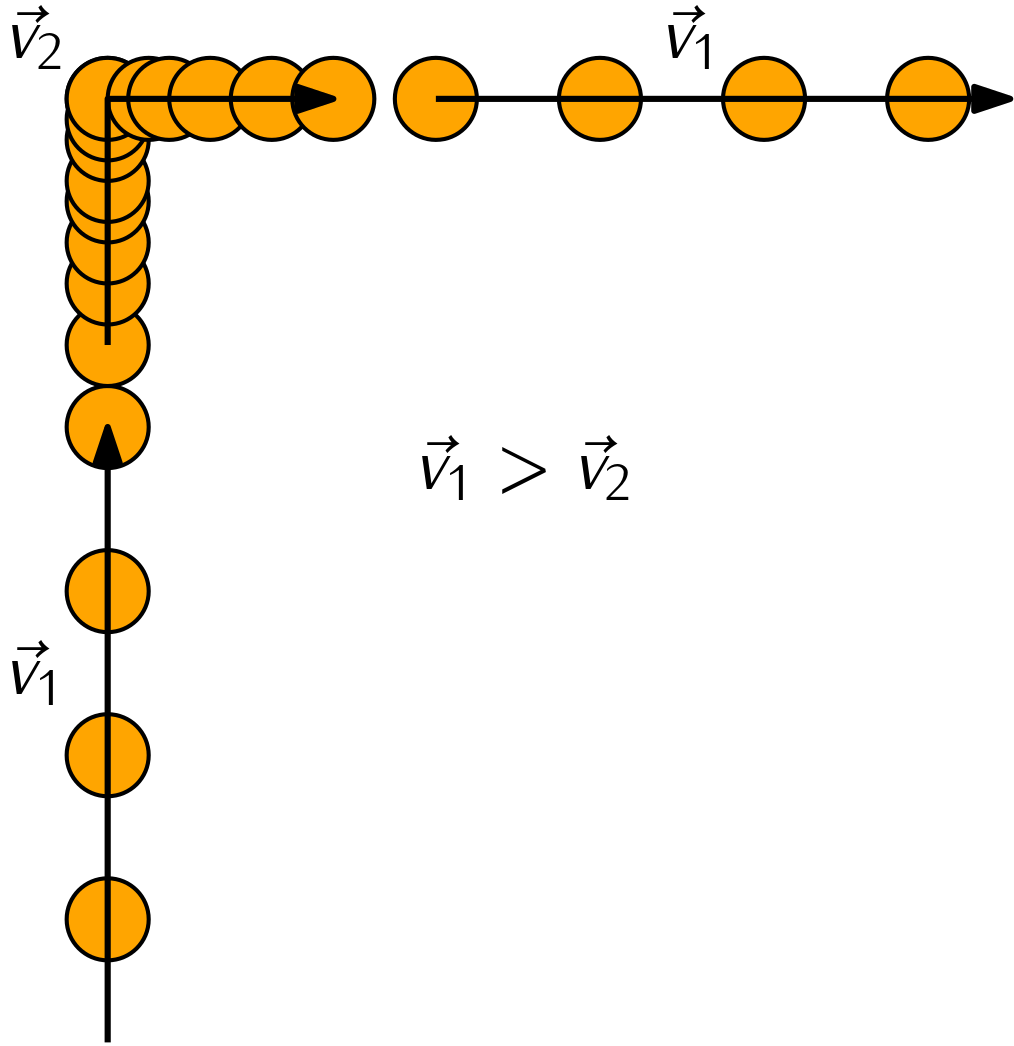
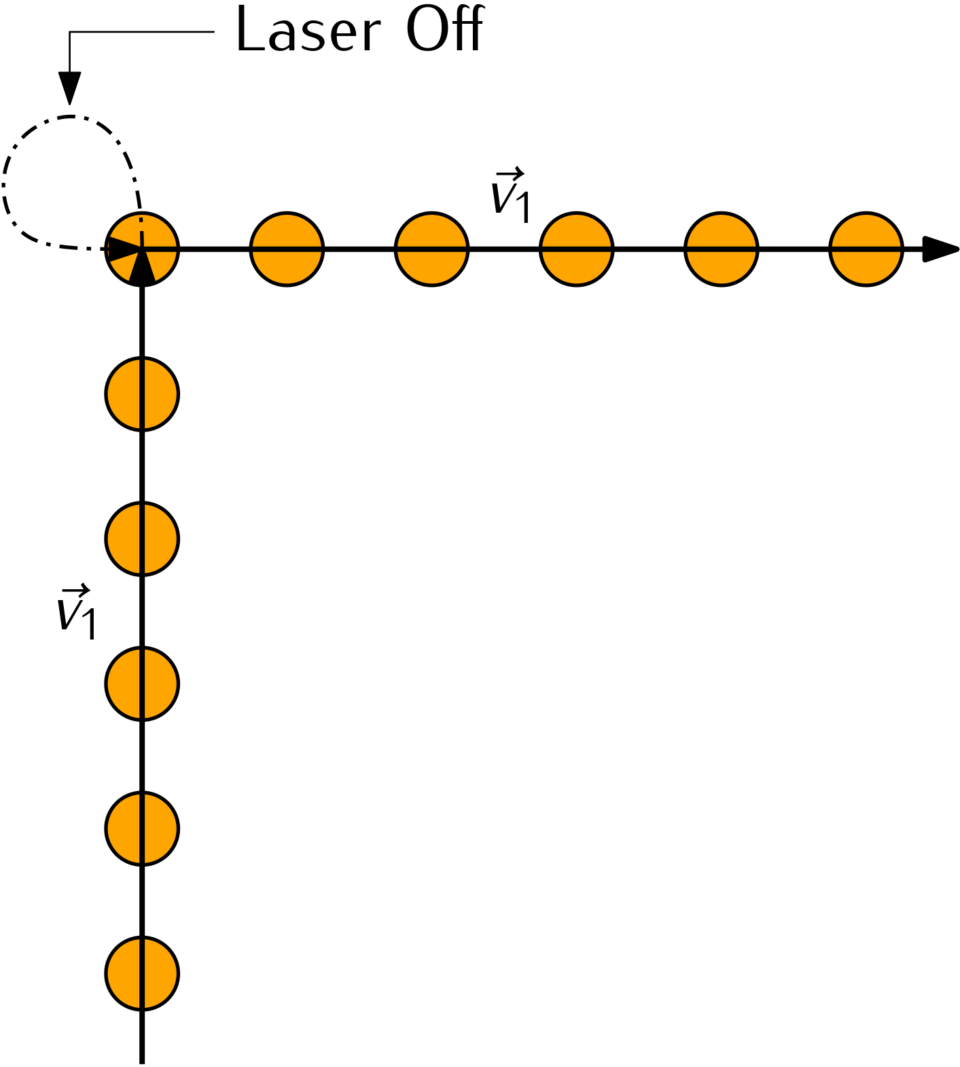
在基于激光的材料加工中,每单位面积(能量密度)传递到工件的能量是最重要的。 理想的情况是在沿计划轨迹的所有点保持注量恒定。 如果您使用的是固定的激光脉冲速率,并且机器需要在拐角处减速,则会导致过度燃烧(通量增加)(图 4)。 这个问题通常通过实施基于运动的解决方案来解决,通常称为“skywriting”。 当启用天空写入时,在拐角处保持恒定速度,从而从固定的激光脉冲速率产生一致的通量。 Skywriting 通过在拐角处添加额外的运动来实现这一结果,在该处激光被精确关闭,运动是循环的,一旦机器达到所需的打标位置和速度,激光就会重新打开(图 5)。
卓越的解决方案
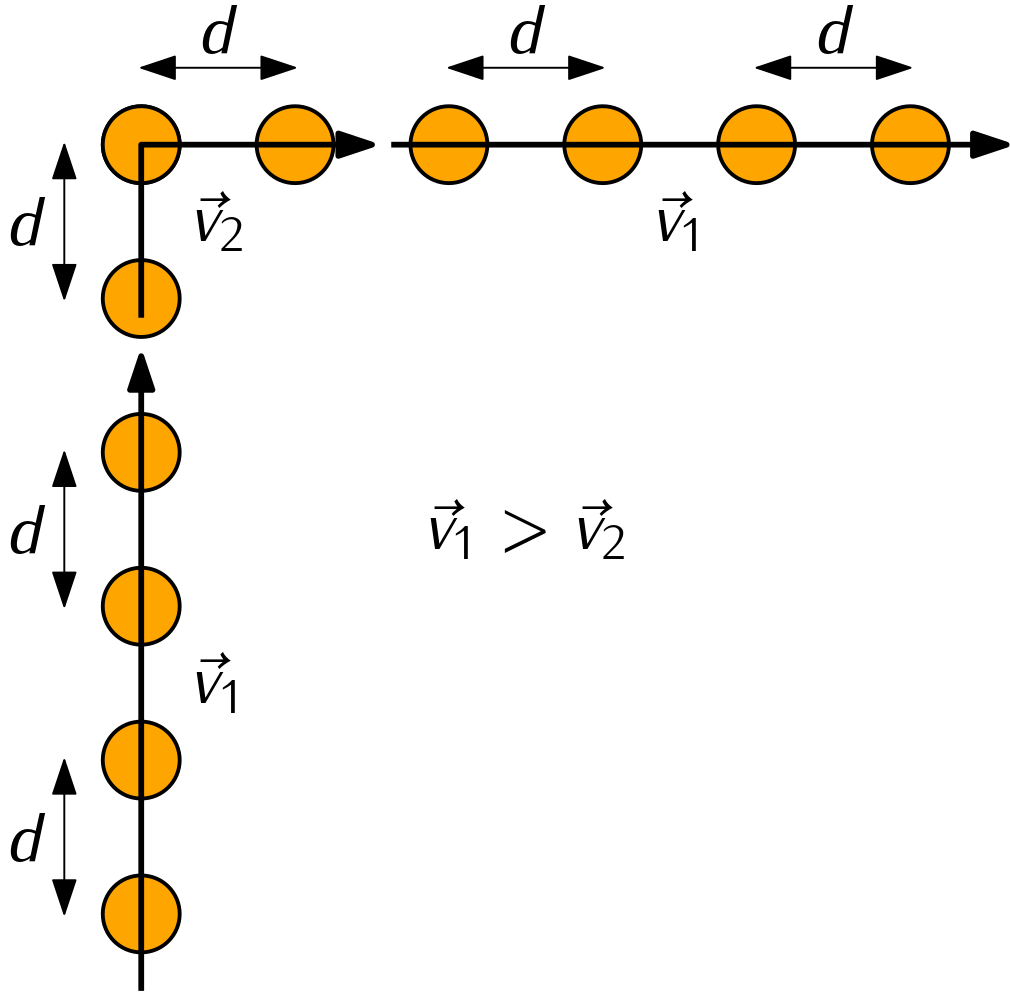
虽然 Skywriting 实现了恒定的能量密度,但它增加了显着的处理时间,这在生产中是不可取的。 Polaris Motion 开发了一种改进的激光功率传输解决方案,该解决方案不受速度、加速度和加加速度的影响。 我们的固定间距激光触发硬件算法根据沿计划标记路径行进的距离发射激光(图 6)。 我们基于间距的方法允许在拐角处实现最大处理速度; 它不会产生浪费的动作; 最重要的是,它为卓越和一致的材料加工提供稳定的能量密度。
使用 Polaris 设置脉冲激光器非常简单,固定间距触发确实是我使用过的最酷的功能之一。 它提供了一致的表面标记,同时消除了作为激光功率传输变量的速度和频率。
安德鲁·哈格里夫
自动化工程师
DynaVap 有限责任公司
更改激光触发模式时无需重新连接系统
当项目需要备用触发模式时,您可能习惯于更改外围接线。 Polaris Motion 并非如此。 我们创造了一种替代的、更灵活的激光控制方法。 只需将来自 Polaris 控制系统的数字输出路由到您选择的激光器。 该输出根据我们的激光触发硬件算法发送必要的信息来触发您的激光。 无需复杂的编码器重新布线和拼接。 通过下拉菜单在 Polaris CAD/CAM 中轻松更改激光触发模式。
使用 Polaris CAD/CAM 使刀具路径生成和机器操作变得简单
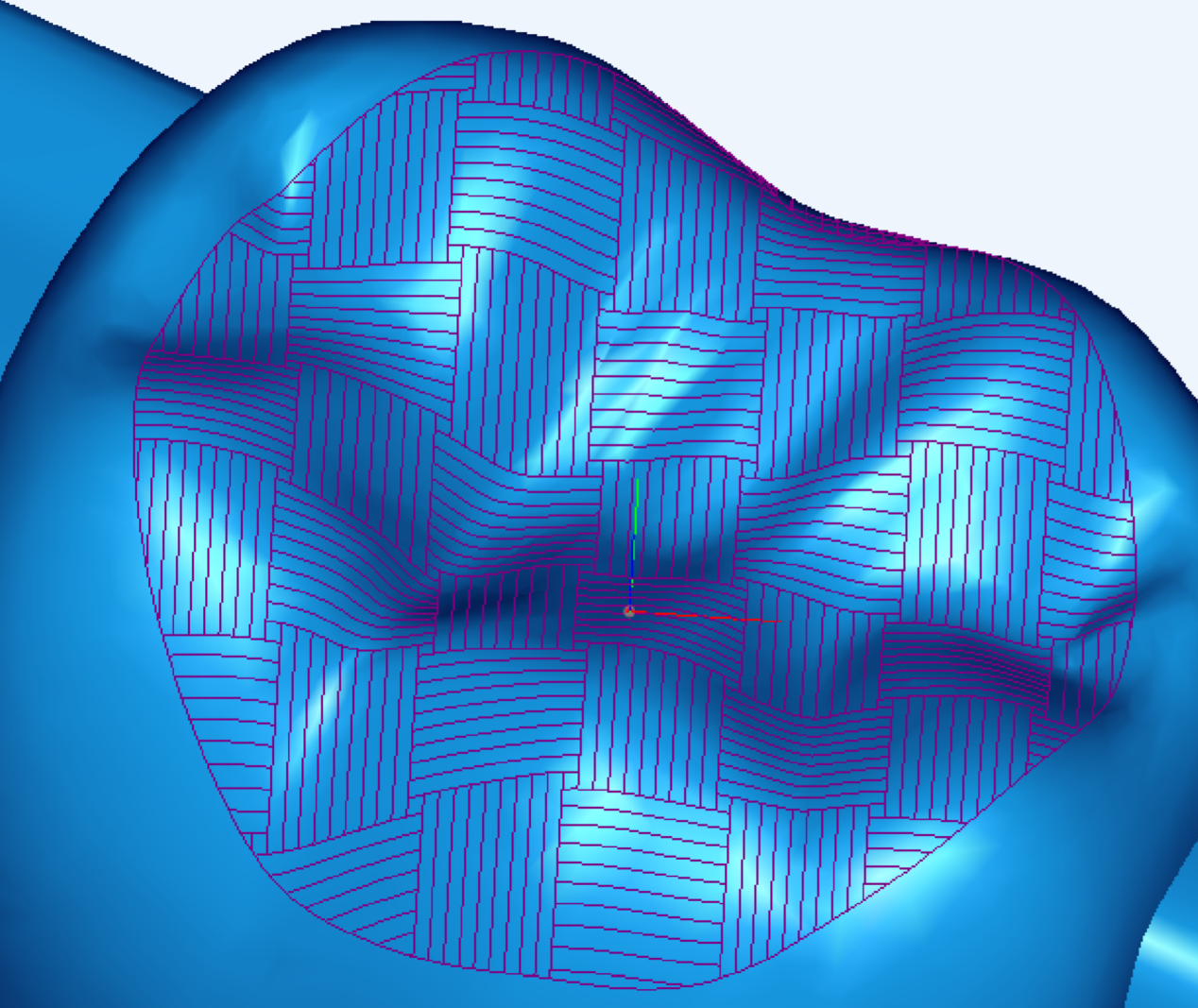
当您将 Polaris 运动控制系统与 Polaris CAD/CAM 配对时,创建一个一体化解决方案。 该软件允许您快速轻松地导入 CAD 图纸、设置标记参数和生成 G 代码刀具路径。 刀具路径输出会自动从 CAD/CAM 发送到 Polaris 控制器以供执行。 Polaris CAD/CAM 具有先进的机器视觉功能,可让您设置高效且强大的镜头校准方案。 您甚至可以计算在 3D 对象上的投影(图 7),以用于雕刻圆柱形对象等应用。 无论您的应用是什么,CAD/CAM 都能让刀具路径生成变得简单快捷。
您的 Polaris 控制器会自动解释 G 代码
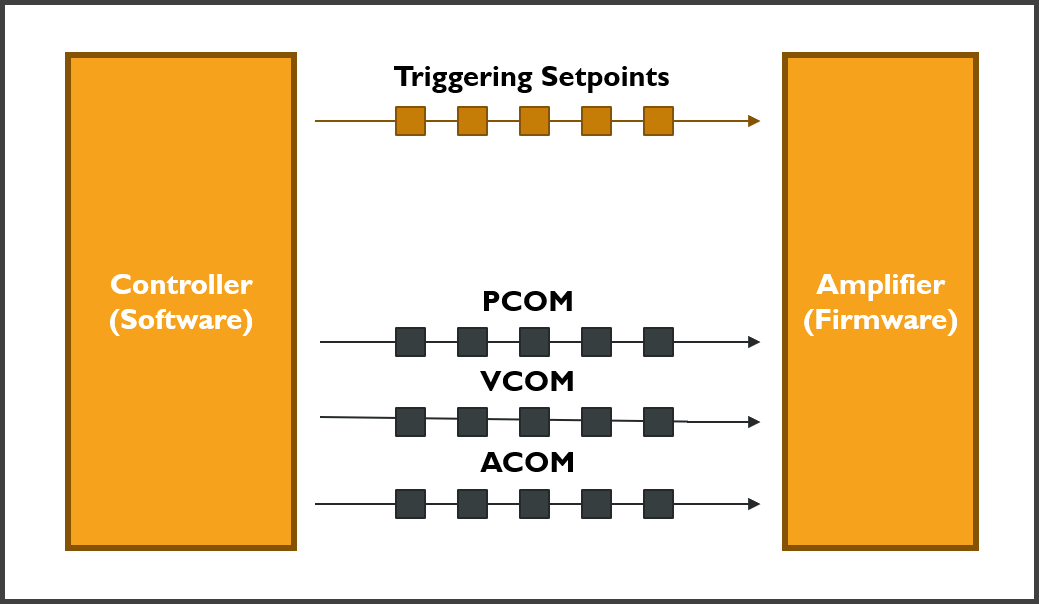
一旦配置好伺服轴和激光源,并准备好运行 G 代码文件,Polaris 控制器就会完成剩下的工作。 Polaris 控制器解释 G 代码,将运动命令转换为动态设定点,并自动发送同步激光触发设定点(图 8)。 我们的系统几乎支持任何线性或旋转伺服电机、步进电机,并且可以将命令发送到标准 Galvoscanner 接口协议,如 SL2-100、HSSI 和 XY2-100。
北极星无限视野 (IFOV)
当使用振镜扫描仪进行激光材料加工时,视场 (FOV) 是决定可以容纳的最大零件尺寸的限制因素。 通过将扫描头集成到笛卡尔平台上,通常可以避免这种缺陷,从而使更大的零件成为可能(图 9)。 将快速振镜电机与较慢的长冲程级执行器相结合的传统方法是使用 瓦片 (图10)。
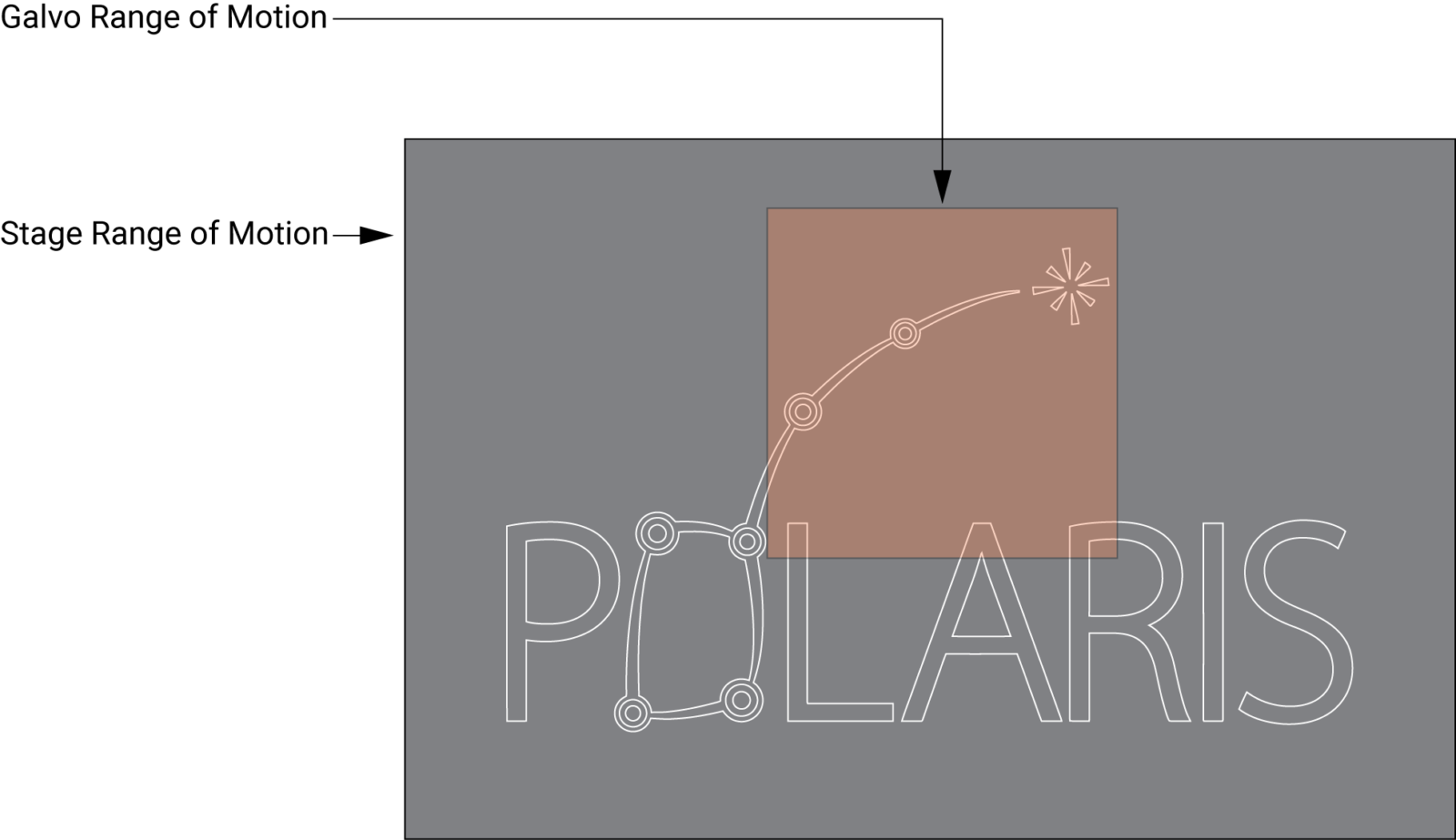
IFOV 是一种优于平铺的改进解决方案。 IFOV 是一种用于激光材料加工的技术,其中振镜扫描仪使用平台以平滑和连续的方式在大的标记区域上移动(图 11)。 这种技术解决了常见的问题 拼接错误 使用平铺时发生的情况。 拼接错误是沿着平铺部分的接缝出现的激光路径中的不一致(图 12)。 结合振镜扫描仪和使用 IFOV 技术的载物台的优势,可以高速激光加工具有大量细节的大型零件。
Polaris 仅使用七个设置即可完全配置 IFOV. 四个设置定义了轴。 在其余设置中,一个切换 IFOV 开/关,其余两个定义载物台和 Galvoscanner 之间的运动分布的权重。
Polaris Motion 的背景是 CNC 机床控制。 因此,我们的 IFOV 技术与标准 G 代码文件完全兼容。 这包括直线插补 (G1)、圆弧插补 (G2/G3)、样条插补 (G5)、工件坐标变换、刀具偏置等。 振镜扫描仪和载物台运动可以链接和取消链接。

我们支持具有标准 XY2-100、SL2-100 和 HSSI 接口协议的第三方振镜扫描仪。 只需选择对您的应用有意义的振镜扫描仪。 由于我们支持大多数第三方供应商,因此无需更换您的伺服电机或驱动器。 只需将我们的运动控制系统连接到您现有的驱动器和 Galvoscanner,即可立即启动 IFOV。
如果您是寻求稳健且易于使用的运动控制系统的机床 OEM, 给我们留言以设置演示!
关于北极星运动
Polaris Motion 专门为基于激光的制造、金刚石刀具切割和光学表面磨削中的 CNC 机器以及其他高性能领域的专用 CNC 机器提供运动控制解决方案。
汤姆·埃里克(Tom Erlic)
北极星运动
www.pmdi.com
terlic@pmdi.com